











Мы предоставляем больше услуг по проектированию и производству деталей литьевых форм, у нас более 20+ опыта в области литьевых форм. Все проекты мы переведем от рабочего потока DFM до PFM, чтобы гарантировать качество продукции, от проектирования форм, анализа потока форм, обработки каждой формы до обзора серии отчетов об испытаниях, чтобы убедиться, что производство форм идет гладко. Мы гордимся нашим потоком производства форм, гарантией качества продукции, своевременной доставкой, и у нас есть профессиональная команда инженеров, которая поддержит ваши проекты, сделает это так просто, сделает вас таким комфортным.
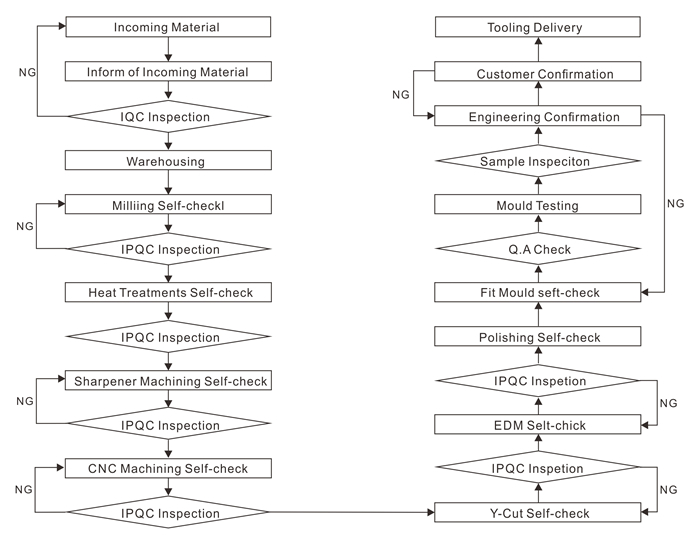
Отдел производства пресс-форм и процедура системы качества
Руководство по проектированию пластиковых форм
Размер
Максимальный контур детали, который может быть отформован, составляет приблизительно 18,9 дюйма (480 мм) на 29,6 дюйма (751 мм) или приблизительно эквивалентно 175 кв. дюймам (1129 кв. см). Максимальный объем детали приблизительно 59 куб. дюймов. Глубина до 4 дюймов (101 мм) от линии разъема с 3 градусами уклона или до 8 дюймов (202 мм) в целом, если линия разъема может проходить через середину детали, внутри и снаружи. Более глубокие детали ограничены меньшим контуром.
Черновик
Конус, нанесенный на поверхности детали, который не позволяет им быть параллельными движению отверстия формы, называется уклоном. Это предохраняет деталь от повреждения из-за соскабливания при выталкивании детали из формы. Рекомендуемый уклон:
Настоятельно рекомендуется наклон на 0,5 градуса на всех вертикальных гранях.
2 градуса работают очень хорошо в большинстве ситуаций.
Минимальное значение для запирания (скольжение металла по металлу) составляет 3 градуса.
Для легкой текстуры (PM-T1) требуется 3 градуса.
Для плотной текстуры (PM-T2) требуется 5 или более градусов.
Допуски
Обычно Proto Labs может поддерживать допуск на обработку ±.003 дюйма (0,08 мм) с учетом допуска на смолу, который может быть больше, но не меньше ±.002 дюйма/дюйм (0,002 мм/мм).
Толщина стенки
В случае с литьевыми деталями соблюдение правильной (и равномерной) толщины стенки помогает избежать потенциальных проблем, таких как утяжины и коробление. Рекомендуемая толщина зависит от материала:
| Смола | Дюймы |
| АБС | 0,045 - 0,140 |
| Ацеталь | 0,030 - 0,120 |
| Акрил | 0,025 - 0,500 |
| Жидкокристаллический полимер | 0,030 - 0,120 |
| Пластики, армированные длинными волокнами | 0,075 - 1,000 |
| нейлон | 0,030 - 0,115 |
| Поликарбонат | 0,040 - 0,150 |
| Полиэстер | 0,025 - 0,125 |
| Полиэтилен | 0,030 - 0,200 |
| Полифениленсульфид | 0,020 - 0,180 |
| Полипропилен | 0,025 - 0,150 |
| Полистирол | 0,035 - 0,150 |
| Полиуретан | 0,080 - 0,750 |
Отделка поверхности Для литьевых деталей в Proto Labs доступен ряд стандартных отделок. Наши текущие отделки включают некосметические, низкокосметические и EDM отделки; текстурирование дробеструйной обработкой; и высококачественную полировку форм.
Стандартные варианты отделки (от самых дешевых к самым дорогим):
| ПМ-Ф0: | Некосметический: закончить по усмотрению Protomold |
| ПМ-Ф1: | Низкий уровень косметики: большинство следов инструментов удалено |
| ПМ-Ф2: | Некосметические: допускается протоформовочное усмотрение, отделка электроэрозионной резкой и/или следы инструментов |
| SPI-C1: | Камень зернистостью 600, 10-12 Ra |
| ПМ-Т1: | Текстура протоформы, SPI-C1 с последующей легкой дробеструйной обработкой |
| PM-T2: | Текстура протоформы, SPI-C1 с последующей дробеструйной обработкой средней дробью |
| СПИ-Б1: | Наждачная бумага зернистостью 600, 2-3 Ra |
| СПИ-А2: | Алмазный полировальный круг №2, 1-2 Ra |
«PM» в таблице обозначает отделку поверхности, адаптированную для скоростного процесса литья под давлением, тогда как SPI (Общество пластмассовой промышленности) обозначает стандартную для отрасли отделку.
Радиусы
Поскольку Proto Labs использует автоматизированный процесс фрезерования с ЧПУ для изготовления пресс-формы для ваших деталей, некоторые углы деталей будут иметь радиус, а не острый край. Обычно это не требует изменения модели, но конструктору сообщают об этих радиусах до изготовления пресс-формы.
Выталкивающие штифты
В процессе литья под давлением Proto Labs используются выталкиватели различных размеров для выталкивания пластиковой детали из формы после ее затвердевания. Размеры и расположение этих выталкивателей выбираются так, чтобы минимизировать влияние на конструкцию вашей детали. Выталкиватели имеют размер от 0,063 дюйма (1,6 мм) до 0,5 дюйма (12,7 мм), предпочтительны размеры более 0,063 дюйма (1,6 мм).
Подрезы
Наш процесс формования поддерживает простые поднутрения в геометрии вашей детали. Максимальные размеры бокового сердечника:
| Ширина | Высота | Тянуть |
| ≤ 8,419 дюйма | ≤ 2,377 дюйма | ≤ 2.900 дюймов |
| ≤ 213,84 мм | ≤60.38мм | ≤73,66 мм |
Материалы
Proto Labs имеет сотни термопластичных смол для литья под давлением, которые предлагают множество преимуществ для различных применений и отраслей. Полный список материалов см.
- АБС
- АБС/ПК
- Ацеталь
- Ацеталь Сополимер
- Ацеталь гомополимер
- ЭТПУ
- ПЭВП
- ЛКП
- ПЭНП
- ЛПЭНП
- Нейлон 6
- Нейлон 6/12
- Нейлон 66
- ПБТ
- ПК/ПБТ
- ПИК
- Остров Принца Эдуарда
- ДОМАШНИЙ ПИТОМЕЦ
- ПЭТГ
- ПММА
- Поликарбонат
- Полипропилен
- ППА
- СИЗ/ПС
- ППС
- ПС
- БП
- СБ
- ТПЭ
- ТПУ
- ТПВ






