Анализ продукта
Этот продукт представляет собой обратный клапан, используемый в солнечном водонагревателе. Материал — POM. Внешний вид см. на рисунке ниже.
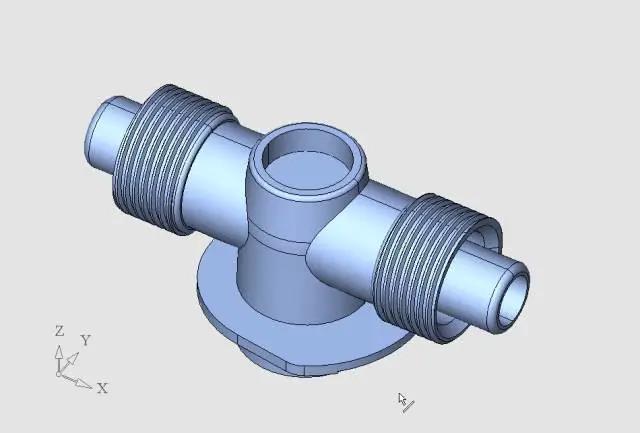
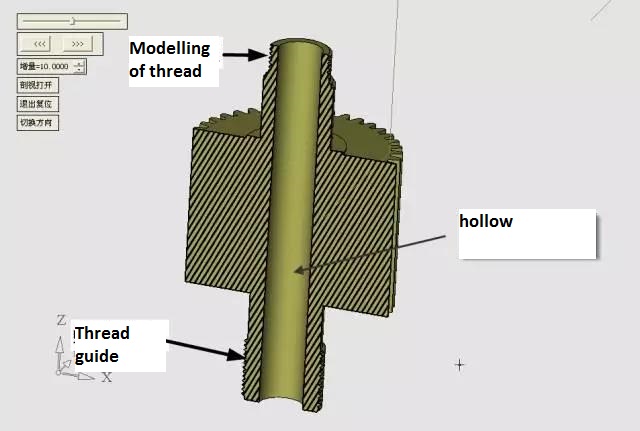
Как вы можете видеть на рисунке выше, на внешней стороне изделия есть резьба. Это несложно. На задней стороне есть внутренняя резьба, а центральная часть не вращается, как показано ниже.
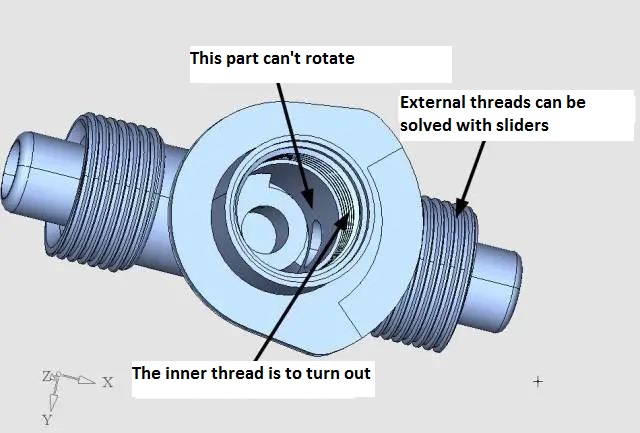
Извлечение изделия из формы кажется сложным, так как средняя часть внутренней резьбы не может быть выточена, но внутренняя резьба должна быть механически выточена, а средняя часть изделия толще, и средняя часть внутренней резьбы должна быть охлаждена. Эти два требования, кажется, противоречат друг другу. Это литьевая форма с типичной структурой тяги сердечника с вращающейся нитью, но середина вращающейся части должна быть расположена как невращающаяся, а невращающаяся часть должна охлаждаться. Этот случай является большой проблемой для конструктора пресс-формы. Случай предоставлен Green Vitality Industry Co., LTD.
Конструкция ворот
Прежде чем рассматривать структуру пресс-формы, мы должны рассмотреть, как сначала расположить литник. Поскольку продукт извлекается из формы с помощью четырех сердечников, трудно сделать форму с несколькими полостями, можно рассмотреть только изготовление этой формы с полостью. Но расположение литника более проблематично, вообще говоря, этот продукт имеет три вида подачи в метод: горячеканальный, точечный литник и прямой литник. Однако, поскольку литьевая машина относительно мала, общая толщина формы ограничена. С этой точки зрения, мы считаем, что прямой литник предпочтительнее, потому что толщина формы прямого литника наименьшая.
Прямой литник самый простой, но где точка подачи? Из-за того, что продукты, чтобы расположить литник в лучшем положении, вогнут вниз, будет трудно достичь обычного прямого литника, резка литника затруднена, если отказаться от прямого литника, сделать точечный литник и горячий литник, форма будет очень большой, высота явно необоснованной, и стоимость формы также значительно увеличится, литьевая машина также должна будет использовать больший тоннаж, это напрямую увеличивает стоимость массового производства, поэтому необходимо рассмотреть способ впрыска прямого литника. После некоторых размышлений мы проектируем вариант прямого литника, как показано ниже.
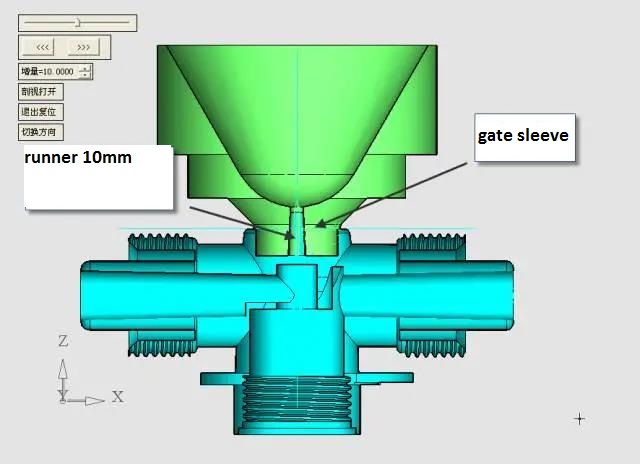
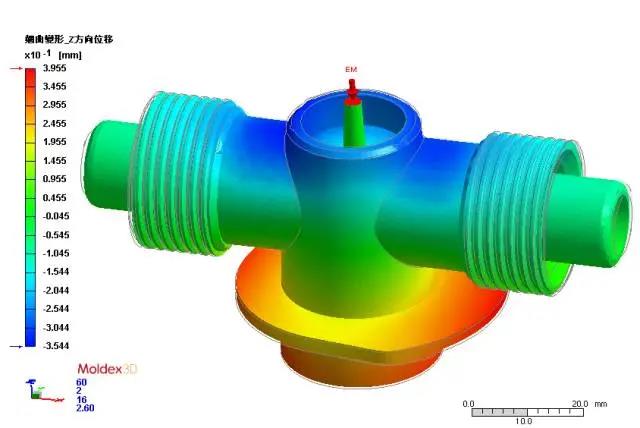
Как видно из рисунка выше, круглый выступ с круглым углублением в верхней части формовочного изделия выполнен непосредственно в части втулки литника, таким образом, общая длина литника составляет 10 мм, малый конец - 2,5 мм, большой конец - 3 мм, в это время литья под давлением наименьшее сопротивление и сопротивление зачистке является наименьшим, литник легко снимается, с конструкцией литника, значительно упрощается сторона полости формы, толщина стороны полости также значительно уменьшается, подходит для производства малотоннажной литьевой машины и освобождает место для вставки стержня, чтобы организовать разумный механизм извлечения из формы. После анализа потока пресс-формы с помощью Moldex 3D, конструкция литника очень разумна, как показано ниже.
Конструкция сердечника нити
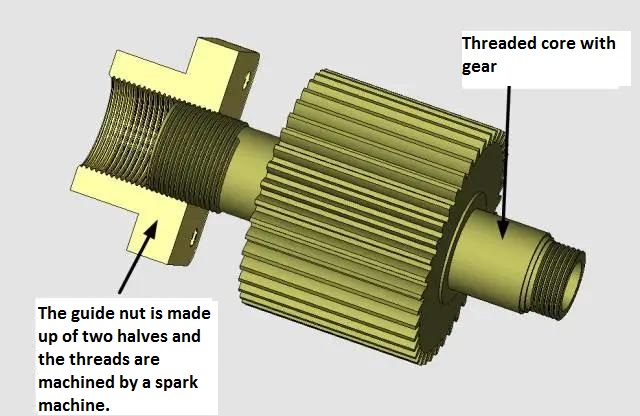
Сердечник резьбы полый, для уплотнения структуры формы и достаточной прочности сердечника резьбы мы сделали шестерню и сердечник резьбы единым целым, другой конец сердечника резьбы имеет направляющую нить, ход и ход моделирующей нити согласованы, см. следующий рисунок.
Направляемые резьбы оснащены специальными гайками. Когда шестерня сердечника винтовой резьбы будет приводиться в движение, направляющая винтовая резьба на резьбовом сердечнике вращается одновременно, заставляя резьбовой сердечник вращаться в обратном направлении, поскольку гайка имеет твердость, разумная твердость составляет HRC48 ~ 52, при такой твердости обработка внутренней резьбы затруднена, для удобства обработки и сборки мы делаем эту гайку, которую можно разделить на две половины. После завершения две половины устанавливаются в соответствующее отверстие, чтобы стать целым. Гайки изготавливаются из CrWMn, как показано ниже.
Резьба обрабатывается электродами. Электроды резьбы гаек обрабатываются на токарном станке с ЧПУ. Фиксированный конец электрода фрезерует базовую поверхность, а когда половина гайки обработана, электрод переворачивается и затем маркируется в центре, и обрабатывается другая половина гайки, как показано на рисунке ниже.
Принцип действия всей формы
Процесс извлечения этой формы из формы не так-то прост для понимания, позвольте мне объяснить вам.
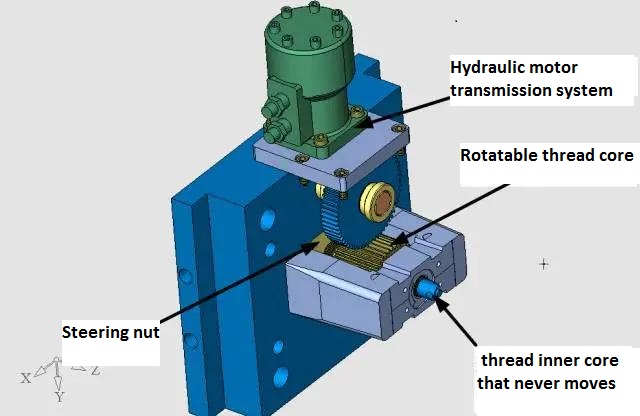
Первый шаг, перед тем как форма будет открыта, сердечник резьбы приводится в движение гидравлическим двигателем для вращения и перемещения вдоль направляющей гайки, извлекая эту часть резьбы из изделия. В это время внутренний сердечник резьбы не движется, поскольку головная форма внутреннего сердечника резьбы представляет собой невращающееся тело, как показано ниже.
Для второго действия подвижная подушка формы и нижняя пластина подвижной формы сначала раздвигаются на 15 мм, как показано на рисунке ниже.
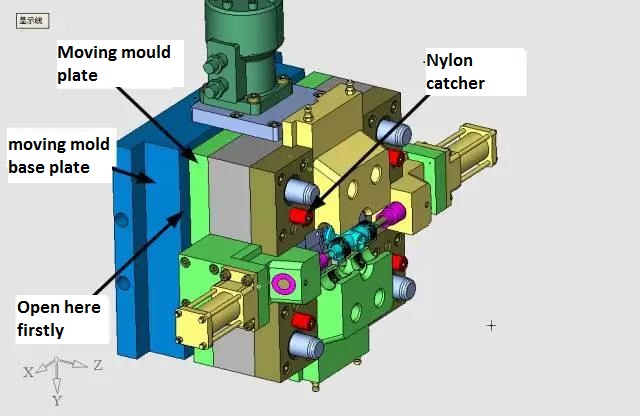
На рисунке выше видно, что резьбовая часть сердечника резьбы выпружинена. Поскольку нейлоновый тяговый гвоздь установлен на поверхности разъема, основная поверхность разъема не открывается при открытии формы, а находится на расстоянии 15 мм между подвижной нижней пластиной формы и подвижной нижней пластиной формы. В это время 4 ползунка все еще плотно обернуты вокруг изделия и вместе перемещаются вперед на 15 мм, отсоединяя невращающуюся часть внутреннего сердечника резьбы. Затем основная поверхность разъема открывается, и два больших ползунка разделяются под действием колонны направляющей скоса.
Третье действие заключается в том, что гидравлические цилиндры с двух сторон формы вытягивают сердечник формы с двух сторон, как показано на рисунке ниже.
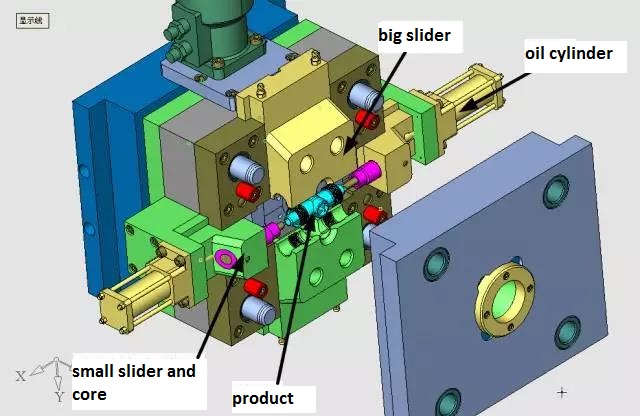
Так как открытие формы в первый раз составляет всего 15 мм, продукт был освобожден от внутреннего сердечника резьбы, но есть части внутреннего сердечника резьбы, выдвинутые в середине продукта. Это заставит слайдер разъединиться, когда продукт не будет прилипать к слайдеру, если второе действие намного более открыто, так что внутренний сердечник сердечника винтовой резьбы не вращается полностью, оставляя продукт, продукт может быть в цилиндре, чтобы тянуть две стороны сердечника, с движением сердечника, то есть прилипать к сердечнику, манипулятор не может зажать продукт. Четвертое действие - вынуть продукт с помощью манипулятора. Все четыре движения непрерывны.
Конструкция стержневой формы
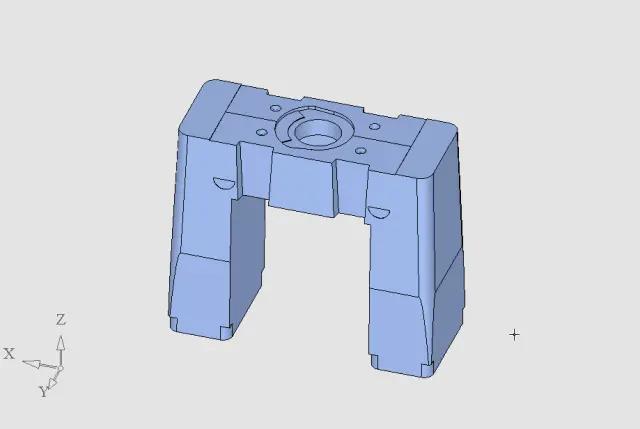
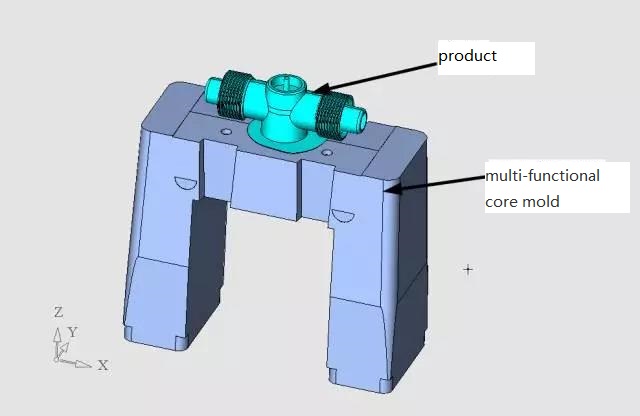
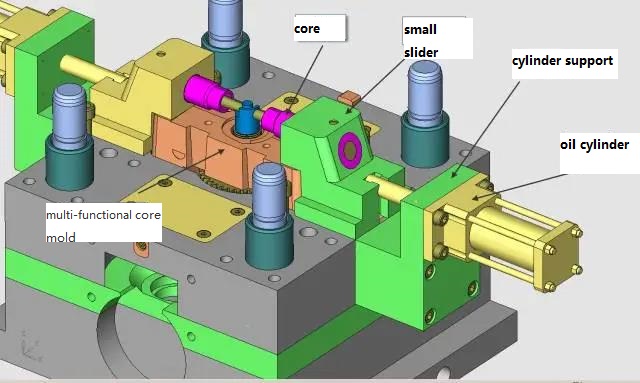
Ядром идеи этой формы является сердечник формы. Когда мы говорим здесь сердечник формы, мы не имеем в виду всю подвижную часть формы, а отдельную часть. Мы никогда раньше не видели, мы не проектировали такую часть, это не подвижная форма, но она также участвует в формовании, это ядро структурных частей формы, мы не знаем, как это назвать, но это «фантастическая идея». Мы называем это многофункциональным сердечником формы для краткости. Его форма немного похожа на французскую Триумфальную арку, символизирующую победу этой формы, как показано на рисунке ниже.
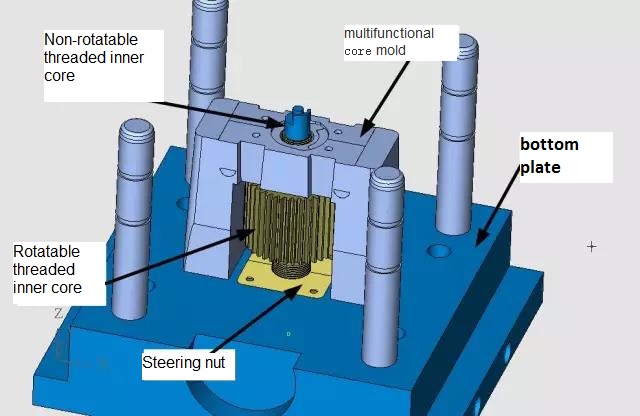
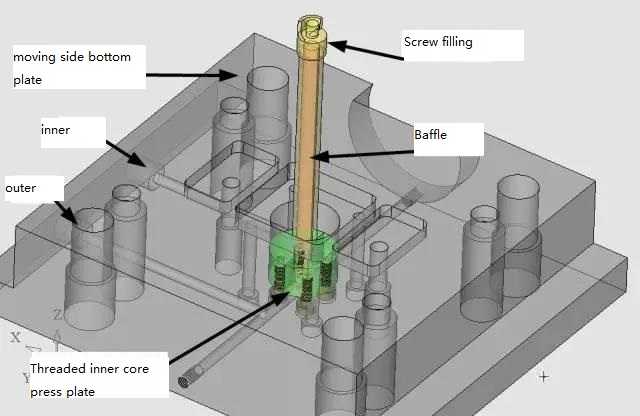
Его сборка в подвижной части формы выглядит следующим образом, как показано на рисунке ниже.
Почему эту стержневую форму мы называем многофункциональной стержневой формой? Давайте посмотрим, сколько у нее функций.
1. моделированиеЧасть стержневой формы предназначена для моделирования. Дно изделия обеспечивается этой многофункциональной стержневой формой, как показано на следующем рисунке.
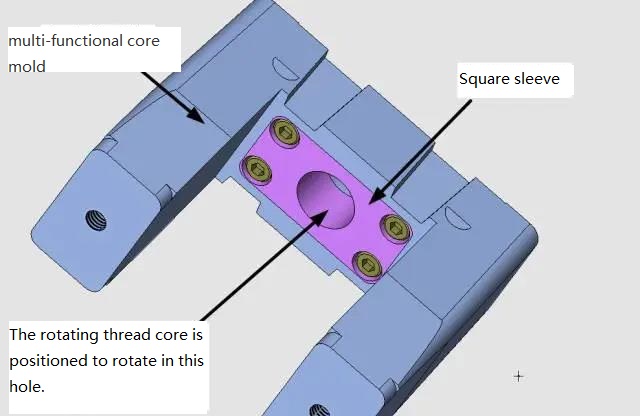
3. Расположите и ограничьте четыре ползунка, как показано на рисунке ниже.
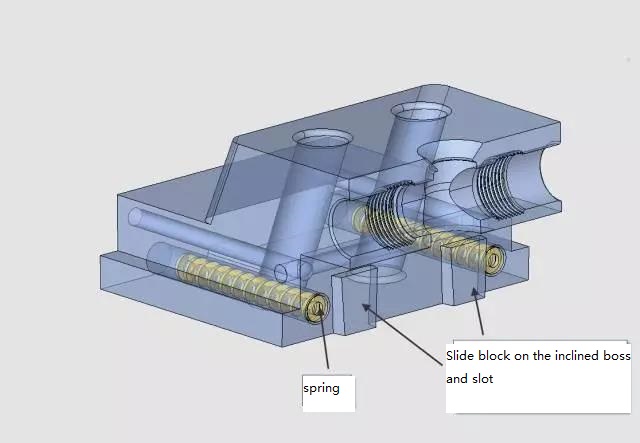
Как упоминалось выше, во втором действии формы активный шаблон и подвижная нижняя пластина формы будут разделены на 15 мм. И вскоре на активном шаблоне располагается многофункциональная нижняя пластина подвижной формы, то есть в этом действии слайдер будет отделен от многофункциональной нижней пластины на 15 мм. Когда форма закрыта, слайдер должен вернуться в многофункциональную стержневую форму, что требует точного позиционирования между слайдером и многофункциональной стержневой формой, и она должна быть с 3 сторон с уклоном. Мы спроектировали 4 наклонных паза на многофункциональной стержневой форме, как показано на рисунке ниже.
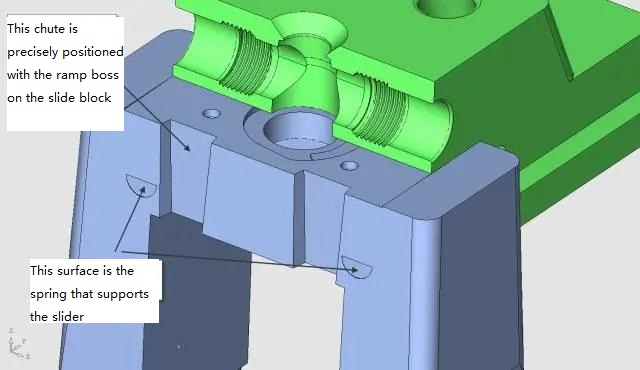
На ползунке также имеются соответствующие наклонные выпуклые блоки, как показано на рисунке ниже.
4. Точное расположение подвижного шаблона и подвижной базовой плиты формы показано на следующем рисунке.
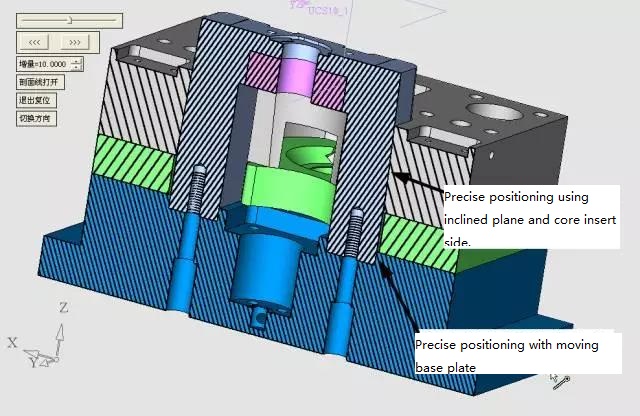
На изображении выше можно увидеть, что динамическая подвижная форма и динамическая подвижная базовая плита формы необходимы для точного позиционирования, но форма второго движения, динамическая подвижная форма и динамическая подвижная база формы находятся на расстоянии 15 мм друг от друга, поэтому мы разместили многофункциональную форму вблизи нижней части стержневой формы с разработанным наклоном, а динамическая подвижная форма внутри наклонной плоскости с точностью, уже при зажиме точного позиционирования. Более того, нет трения с многофункциональной стержневой формой, когда подвижная форма отделена.
Многофункциональная стержневая форма закреплена на нижней плите подвижной формы, как показано ниже.
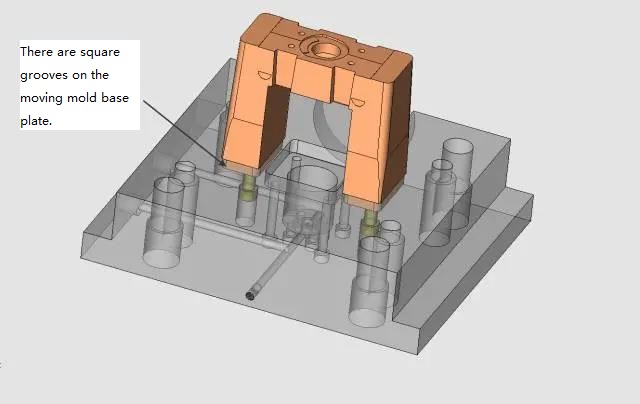
Как видно из рисунка выше, квадратный паз на нижней пластине подвижной формы и два квадрата в нижней части многофункциональной стержневой формы точно совпадают, что обеспечивает точную координацию между каждой частью всей подвижной части формы, а когда активная подвижная форма отделена на 15 мм, не происходит потери формы из-за трения.
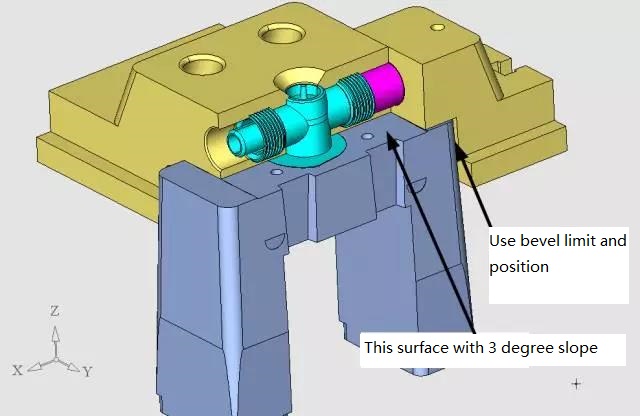
5. Многофункциональная стержневая форма и дно слайдера, см. рисунок ниже.
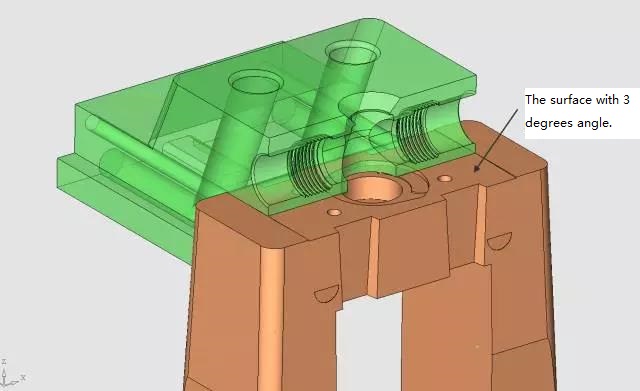
Как видно на рисунке выше, поверхность стыка нижней поверхности слайдера и верхней части многофункциональной стержневой формы наклонена на 3°. Это очень важная деталь. Нижняя поверхность слайдера имеет форму, если нет наклона поверхности склеивания, поверхность склеивания будет быстро изнашиваться, что приведет к появлению заусенцев на изделии.
Почему он так быстро изнашивается? Причина очень проста, блокировка ползуна осуществляется блокировкой на неподвижной форме к наклонной поверхности ползуна, когда форма сжимается. Давление вниз на силу экструзии создает, дно ползуна и верх пресс-формы многофункционального стержня экструзии, если противоположное и направление движения параллельно, создает трение, так как размер силы трения определяется положительным давлением и коэффициентом трения, так что это от давления преобразования силы зажима машины для литья под давлением, создаваемого силой трения, очень большое, так что в этом случае износ нижней поверхности ползуна и пресс-формы многофункционального стержня будет быстрым.
Теперь мы проектируем противоположный наклон, ситуация совершенно иная, в процессе движения ползуна противоположность пуста, только в последний момент блокировки литьевой машины, противоположность была достигнута, если форма точная, пусть противоположность оставляет 0,008 мм, используется для выпуска, это лучше, можно полностью избежать износа.
Из всего этого видно, что роль многофункциональной стержневой формы во всей литейной форме очень важна.
Конструкция резьбового внутреннего сердечника
Внутренний сердечник резьбы не может вращаться. Он извлекается из формы относительным движением подвижной формы и нижней пластины подвижной формы. Энергия генерируется нейлоновым гвоздем. Он закреплен на нижней пластине подвижной формы, поскольку часть изделия, обращенная к резьбовому внутреннему сердечнику, очень толстая, поэтому резьбовой внутренний сердечник должен быть достаточно охлажден. Вот как мы это спроектировали. Смотрите рисунок ниже.
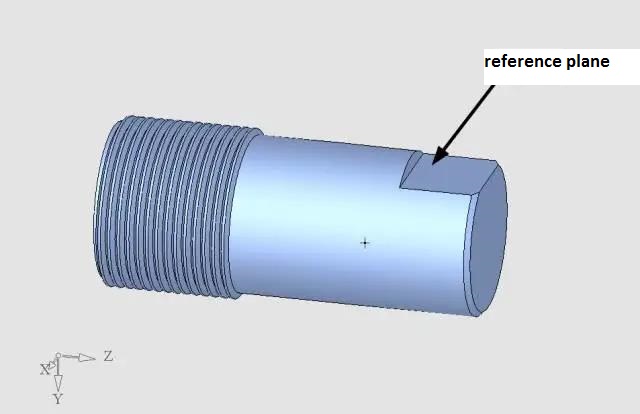
Для удобства сборки прижимная пластина резьбового внутреннего сердечника разделена на две половины, закрепленные 4 внутренними шестигранными винтами. Для предотвращения внутреннего вращения резьбы ступеньки ее последнего конца выполнены в виде двух небольших плоскостей, как показано ниже.
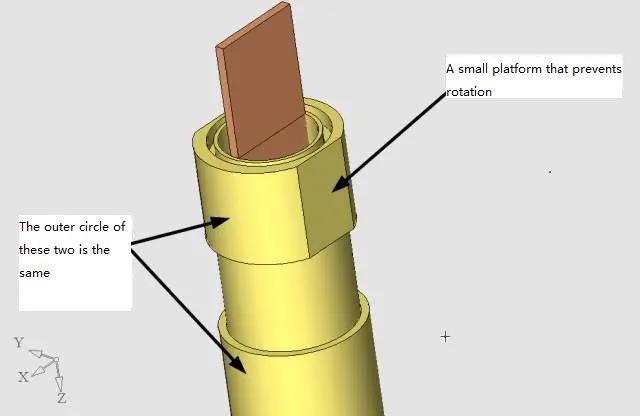
Как видно из рисунка выше, нижняя часть внутреннего сердечника резьбы для легкой сборки, диаметр второй секции внешнего круга является постоянным, в противном случае он не может быть пропущен через сердечник резьбы, так что положение нижней части внутреннего сердечника резьбы очень плотное, расположение уплотнительного кольца типа «О» очень хлопотно, мы проектируем здесь медное уплотнительное кольцо, см. следующий рисунок.
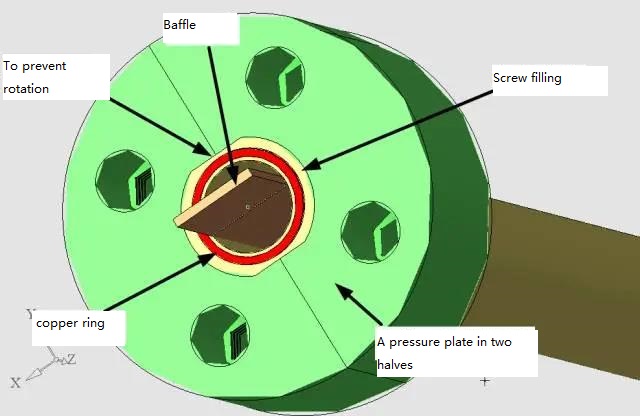
Хорошим инструментом для этой цели является медное уплотнительное кольцо. Оно на 0,1 выше нижней стороны резьбового внутреннего сердечника и действует как уплотнение при затягивании винта.
Большой слайдер
Конструкция большого слайдера показана ниже.
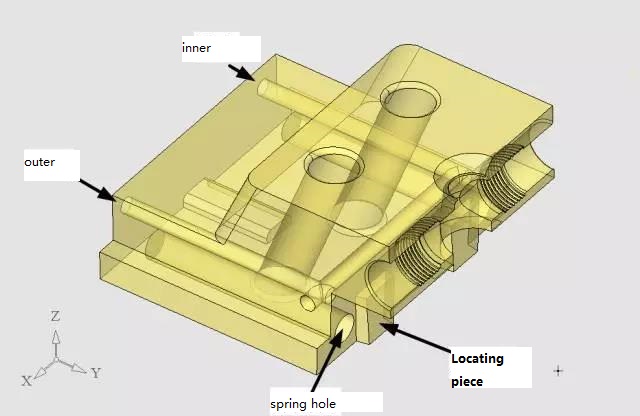
Конструкция большого слайдера традиционна, но мы разместили здесь два позиционирующих блока, которые являются оригинальными, но в любом случае переработанными. Но он застрял в многофункциональной сердечниковой форме, которая обеспечивает точное позиционирование и уменьшает трение между большим слайдером и дорожкой.
Как упоминалось ранее, нижняя пластина подвижной формы и подвижная форма из-за действия нейлонового гвоздя будут разделены на 15 мм, и весь ползун расположен в подвижной форме, то есть между ползуном и многофункциональной стержневой формой существует относительное перемещение в 15 мм перед открытием формы. Таким образом, угол наклона позиционирующего блока на ползуне будет небольшим внизу и большим вверху.
Конструкция вытягивания сердечника малого слайдера
Маленький ползунок тянется цилиндром, как показано на рисунке ниже.
Как видно из рисунка выше, сердечник приводится в движение небольшим ползуном, а небольшой ползунок тянется цилиндром, установленным на стойке цилиндров, что является относительно простым и традиционным решением.
Конструкция передаточного механизма для вращающегося сердечника-вытягивателя
Конструкция передаточного механизма вращения нити-сердечника-протягивателя показана на рисунке ниже.
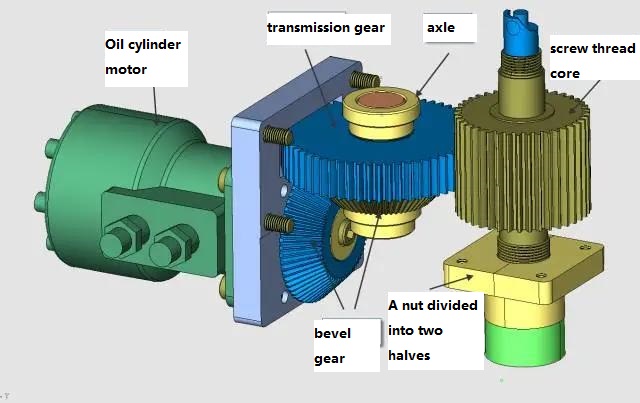
На изображении выше можно увидеть, что масляный двигатель приводится в движение парой конических шестерен, коническая шестерня и вторая - это коаксиальная передаточная шестерня, зубчатая передача на резьбовом сердечнике, заставляет резьбовой сердечник вращаться, из-за нижнего конца направляющей резьбы сердечника, шаг направляющего винта и шаг (установил скорость усадки) на изделии являются последовательными, поэтому резьбовая часть формы на резьбовом сердечнике будет выкручиваться из изделия. Шестерня на резьбовом сердечнике толще, потому что она движется вверх и вниз.
Краткое изложение основных моментов этого дела:
1. Резьбовой сердечник не поворачивает сердечник (резьбовой сердечник), конструкция очень характерна, особенно его метод фиксации очень хорош, но также и функция проверки. Медное уплотнительное кольцо на обратной стороне внутреннего сердечника резьбы также имеет большую практическую ценность.
2. Нижний конец резьбового сердечника разделен на две половины гайки, практика очень практична, метод обработки очень прост.

















