-
Основной момент выбора шнека для нейлона ПА при литье под давлением
Sep 09, 2019
Основной момент выбора шнека для литья под давлением нейлона PA: PA - это кристаллический пластик со многими типами и различными температурами плавления. Как правило, PA66 имеет температуру плавления 260~265 °C. Материал имеет низкую вязкость, хорошую текучесть, относительно очевидную температуру плавления, плохую термическую стабильность и общее водопоглощение. При использовании материала PA для ...
-
Обсуждение дефектов изделий из пластика для литья под давлением
Sep 18, 2019
Сегодня мы обсудим распространенные дефекты Пластиковые изделия для литья под давлением . 1. Короткий выстрел Пластиковая деталь недостаточно заполнена (или давление впрыска недостаточно, сопло формы слишком маленькое). 2. След от выталкивателя Деталь плохо выталкивается или давление выталкивателя слишком высокое. На поверхности изделия появляются белые следы и неровности: 3. Следы текучести: Дета...
-
Анализ причин нестабильности размеров литьевых изделий -2
Sep 10, 2019
Пластик: (1) Смешивание новых материалов и переработанных материалов должно быть последовательным. (2) Условия сушки должны быть постоянными, а частицы — однородными. (3) При выборе материалов в полной мере учитывается влияние скорости усадки на точность размеров. 4. Обработка: (1) Если температура обработки пластика слишком низкая, ее следует увеличить, поскольку чем выше температура, тем меньше ...
-
Узнайте о поликарбонате
Sep 17, 2019
PC - аморфный конструкционный материал с исключительной ударной прочностью, термостойкостью, блеском, бактерицидными, огнестойкими свойствами и устойчивостью к пятнам. Ударная вязкость по Изоду у PC очень высокая, а скорость усадки очень низкая, обычно от 0,1 до 0,5%. PC обладает хорошими механическими свойствами, но его характеристики текучести плохие, поэтому процесс литья под давлением этого ма...
-
Знак «Splay» для пластиковых изделий
Sep 17, 2019
Следы от скосов являются обычной проблемой при производстве пластиковых изделий. Есть несколько причин возникновения этой проблемы: 1. Материал содержит воду, время высыхания недостаточное. 2. Противодавление сварки слишком мало или отсутствует. 3. Вентиляция не очень хорошая. Нам необходимо продолжать сушку материала, увеличивать противодавление, улучшать вентиляцию формы....
-
Анализ причин возникновения ударной картины изделий, полученных литьем под давлением
Sep 23, 2019
Жесткие пластиковые детали, такие как PS, образуют плотную гофру на поверхности около литника, центрированную на литнике, иногда называемую ударным рисунком. Причина в том, что когда вязкость расплава слишком велика и форма заполняется в застойной форме, материал переднего конца быстро конденсируется и сжимается, как только он соприкасается с поверхностью полости, а последующий расплав расширяет с...
-
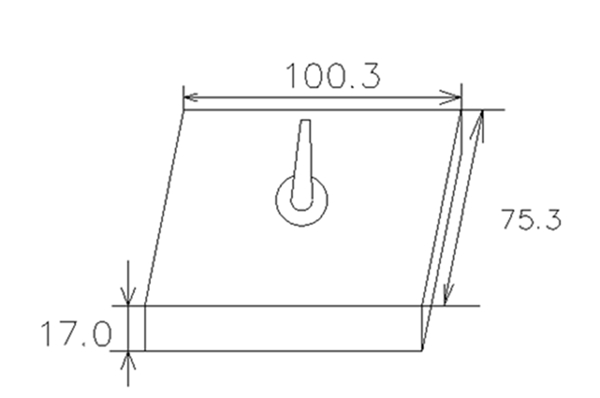
Анализ фактического случая плохой усадки (4)
Sep 23, 2019
1. Основная информация: Корпус из ПММА, усадка 2. Описание: Используя литьевую машину с усилием смыкания 70 тонн (диаметр шнека 32 мм, максимальный объем впрыска 115 г: GP-PS), проверяется, может ли быть отформована формованная деталь весом 179,6 г и толщиной 17 мм. сделать. Основные проблемы следующие: (1) Объем впрыска недостаточен. Чтобы решить эту проблему, мы пытаемся решить ее с помощью лить...
-
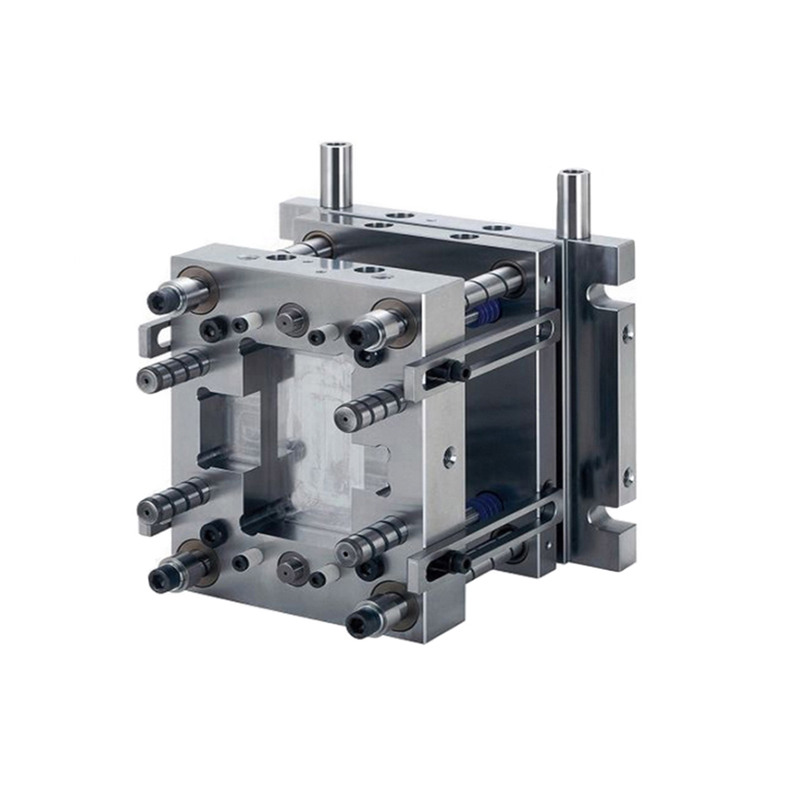
Процессы производства пластиковых изделий
Sep 27, 2019
Процесс производства пластикового изделия относится к процессу изготовления конечного пластикового изделия из полимера, произведенного производителем синтетической смолы. Методы обработки включают: компрессионное формование, экструзионное формование, литье под давлением, выдувное формование и т. д. Подробный процесс производства: (1) Компрессионное формование: Формование также называется прессован...
1
...
12
13
14
15
16
...
28
В общей сложности 28 страницы

















