Все в индустрии пресс-форм знают, что пресс-формы для литья под давлением из ПК будут сталкиваться с некоторыми проблемами качества в одном или другом процессе литья под давлением. Почему один и тот же набор пресс-форм оказывает разное воздействие на продукты с разными материалами? Это связано с разницей в производительности пресс-формы для литья под давлением ПК и пластикового материала, использу...
Воздушные ловушки причина: 1. Скорость впрыска слишком высокая. 2. Противодавление слишком высокое. 3. Недостаточное количество газа, газовая герметизация. 4. Размер проточного канала слишком мал. 5. Температура расплава слишком высока, необходимо уменьшить сдвиг. Решение: 1. Уменьшите скорость впрыска. 2. Очистите воздухоуловитель в месте застревания. 3. Уменьшите силу зажима. 4. Уменьшите давлен...
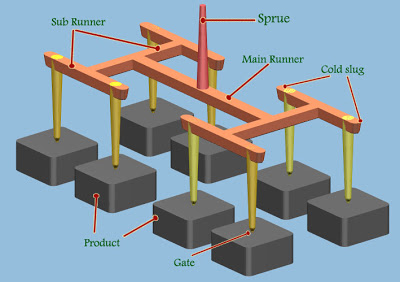
Критерии проектирования литников для литья пластмасс под давлением Питатель — это первый канал для литья пластмасс под давлением в пресс-форме. Большая часть пластмассы проходит через него, а затем попадает в полость пресс-формы и сердечник. Поэтому положение питателя не должно влиять на внешний вид изделия и должно соответствовать сборке изделия. Если в форме используется точечный литник, пластин...
Экструзия, также известная как экструзионное формование или экструзия, также называется экструзией в обработке резины. Это означает, что материал проходит через действие между цилиндром и шнеком экструдера и пластифицируется, продвигаясь вперед шнеком. Метод обработки различных поперечных сечений изделий или полуфабрикатов головкой. Литье под давлением — это метод производства форм для промышленны...
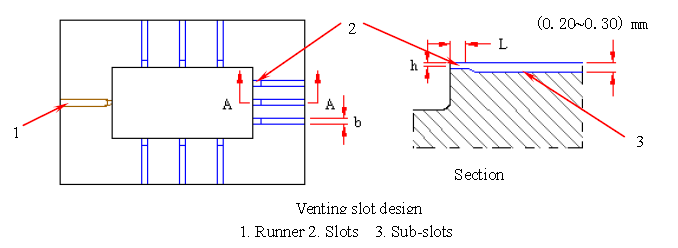
Сегодня мы рассмотрим несколько методов вентиляции пресс-форм для литья пластмасс под давлением: 1. Вентиляция ворот; 2. Вентиляция разделительной поверхности; 3. Вставки и вставки штифтовые вентиляционные; Для вставок, соединяющих полости или сердечники, вентиляция может осуществляться через их щелевые зазоры. 4. Вентиляция выталкивающего штифта и втулки выталкивателя; Выталкивающий штифт и втулк...
Короткий выстрел-1 причина: 1. Давление впрыска слишком низкое. 2. Скорость впрыска слишком низкая. 3. Время впрыска слишком короткое. 4. Давление слишком мало. 5. Время удержания давления слишком мало. 6. Положение переключателя удержания давления слишком раннее. 7. Форма плохо проветривается. 8. Температура поверхности формы слишком низкая. 9. Температура расплава слишком низкая. 10. Вязкость ма...
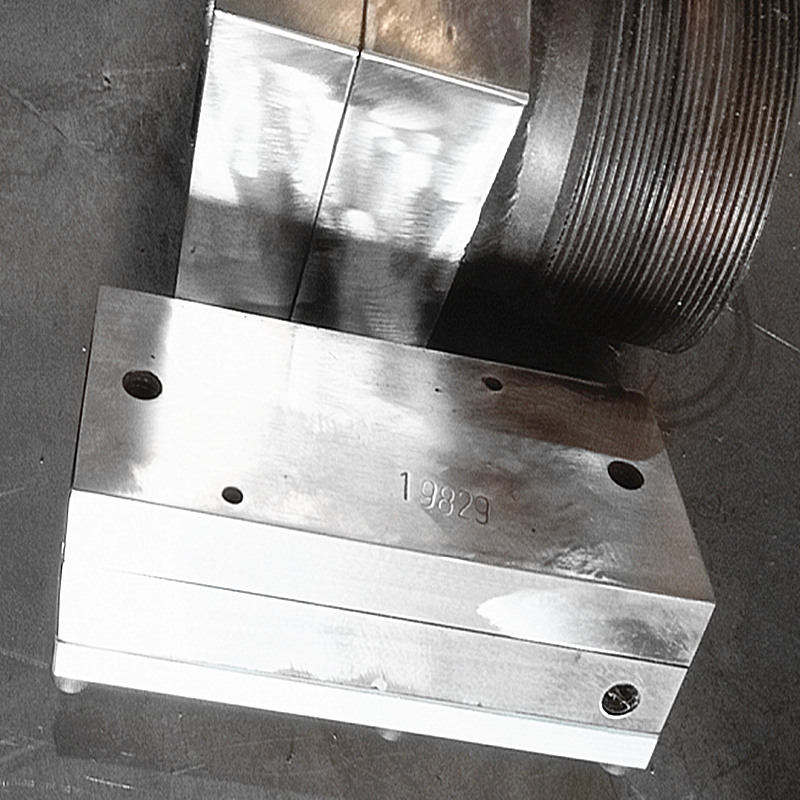
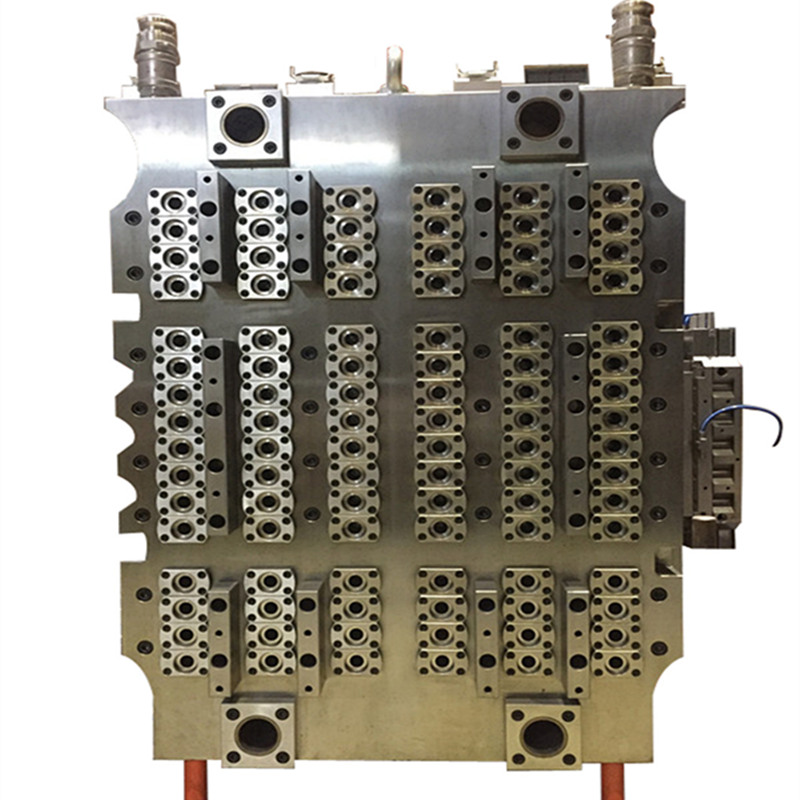
Форма на снимке — это экструзионная литьевая форма. Это форма, обработанная российским заказчиком в Green Vitality, за исключением литьевой формы. Изделие — это оболочковая форма для светодиодной балки. Полный цикл обработки составляет 15 рабочих дней, а следующим шагом является изготовление деревянного ящика на заказ для экспорта в Россию. В дополнение к литьевым формам, Green Vitality также имее...
Последний этап литья → Закрытая форма → Заполнение → Выдержка под давлением → Плавление пластика → Охлаждение детали → Открытие формы → Извлечение из формы → Следующий этап литья На этапе заполнения и выдержки давление в полости со временем увеличивается. После заполнения полости давление останется в относительно статическом состоянии, чтобы восполнить недостаточное количество пластика из-за усадк...