Процесс производства пластикового изделия относится к процессу изготовления конечного пластикового изделия из полимера, произведенного производителем синтетической смолы. Методы обработки включают: компрессионное формование, экструзионное формование, литье под давлением, выдувное формование и т. д. Подробный процесс производства: (1) Компрессионное формование: Формование также называется прессован...
Вот два совета по выбору плесени в Китае. 1. Характерной чертой иностранного производителя пресс-форм является стандарт управления, идеальный поток, сильное понимание обслуживания, качество и обслуживание гарантированы, но его косвенные затраты и себестоимость продажи довольно высоки, поскольку эта пресс-форма разрабатывает стоимость, которая соответственно возрастет. Если у вас есть большие финан...
Экструзия, также известная как экструзионное формование или экструзия, также называется экструзией в обработке резины. Это означает, что материал проходит через действие между цилиндром и шнеком экструдера и пластифицируется, продвигаясь вперед шнеком. Метод обработки различных поперечных сечений изделий или полуфабрикатов головкой. Литье под давлением — это метод производства форм для промышленны...
Последний этап литья → Закрытая форма → Заполнение → Выдержка под давлением → Плавление пластика → Охлаждение детали → Открытие формы → Извлечение из формы → Следующий этап литья На этапе заполнения и выдержки давление в полости со временем увеличивается. После заполнения полости давление останется в относительно статическом состоянии, чтобы восполнить недостаточное количество пластика из-за усадк...
Причина образования воздушных пробок в формованном изделии: 1.Плохая вентиляция формы 2. Пластиковое сырье распадается 3. Конструкция пресс-формы нецелесообразна (например, литник слишком мал) 4.Скорость впрыска слишком высокая Как улучшить воздушные ловушки: 1.Улучшить вентиляцию пресс-формы 2.Снизьте температуру в бункере. 3.Улучшить конструкцию пресс-формы (например, увеличить литник) 4.Уменьши...
Деформация продукта причина: 1. Дизайн продукта нецелесообразен. 2. Продукт слишком густой. 3. Неравномерное охлаждение. 4. Давление впрыска слишком высокое. 5. Проектирование входящей воды нецелесообразно, разные направления потока сжимаются по-разному. 6. Слишком много поднутрений. 7. Напёрстка недостаточно. 8. Полость формы слишком горячая. 9. Обратное заполнение материала. 10. Необоснованный в...
Когда мы заканчиваем литье пластика под давлением, нам нужно сделать тестирование формы. Иногда вы можете обнаружить, что продукт выходит с недоливом. Сегодня мы поговорим о том, как избежать недолива. А Увеличить температуру B Увеличить давление C Увеличить время съемки D Проверьте и добавьте больше вентиляции на форму. E Проверьте литниковое сопло и стержень винта. F Проверьте сопло и форму. Ком...
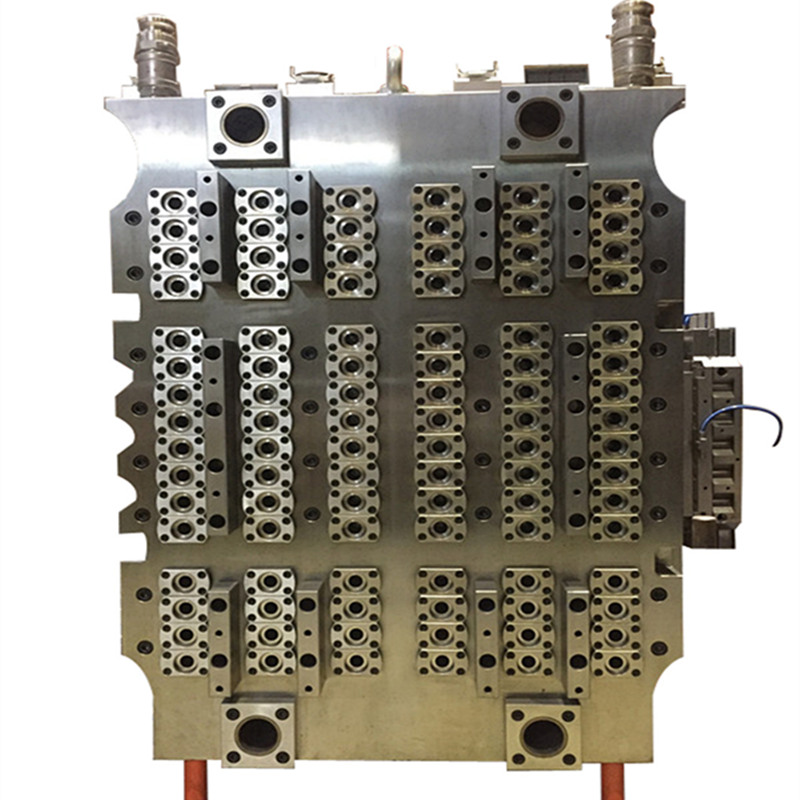
Сегодня мы обсудим решения и меры предосторожности при распространенных проблемах с горячеканальными пресс-формами. 1. Проем в воротах Причина: Температура вокруг ворот слишком высокая. Решение: Измените температуру сопла и/или температуру охлаждающего канала воды литника, чтобы достичь наилучшей температуры. Для ПК температура области литника предпочтительно составляет 110-130 градусов, для ПММА ...