-
Распространенные дефекты изделий, полученных литьем под давлением, и их устранение-6
Jan 17, 2020
Берр причина: 1.Недостаточная сила зажима. 2.Давление впрыска слишком высокое. 3.Скорость впрыска слишком высокая. 4. Реле давления удержания срабатывает слишком поздно. 5. Недостаточная поддержка формы. 6.Дефект поверхности разъема пресс-формы. 7. Температура расплава слишком высокая. 8.Низкая вязкость. Решение: 1.Уменьшите скорость наполнения или давление удержания. 2.Улучшить силу зажима. 3. Из...
-
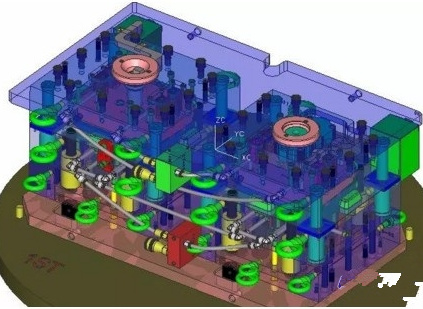
Двухцветная конструкция пресс-формы и советы по литью
Mar 20, 2020
1. Водяные контуры полостей и сердечников спроектированы максимально полно и сбалансированно. 2. После поворота полости на 180° от центра она должна совпасть с сердечником. 3. Обычно сначала впрыскивают твердую резиновую часть, а затем мягкую резиновую часть, поскольку мягкая резина легко деформируется. 4. Сопло трехпластинчатой формы предпочтительно должно быть спроектировано для автоматического ...
-
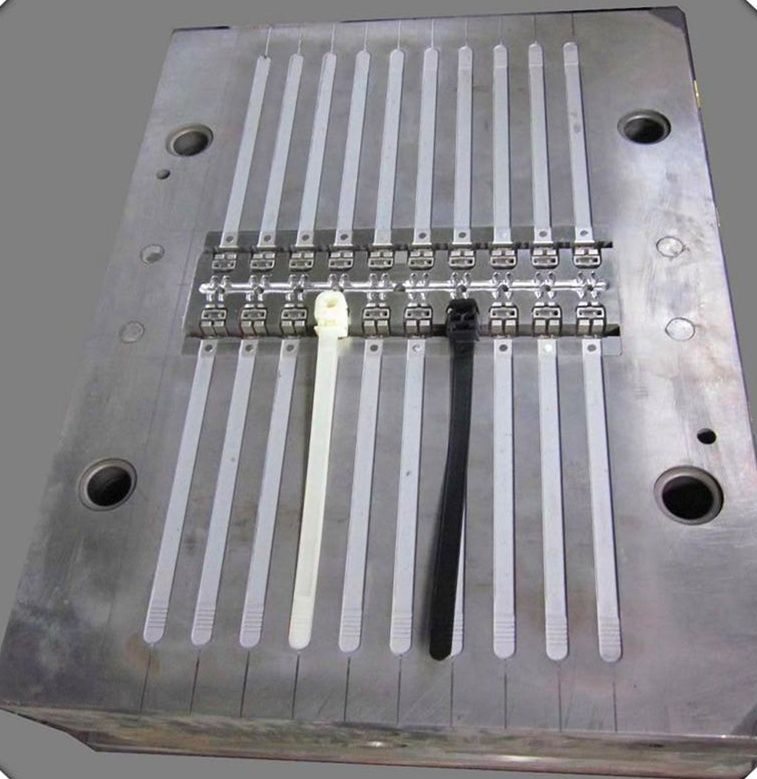
Советы по литью под давлением нейлоновых кабельных стяжек
Apr 10, 2020
1. Обратите внимание на температуру пресс-формы. Чем ниже температура термостойких и износостойких нейлоновых кабельных стяжек в производстве, тем выше скорость охлаждения материала в полости формы, что может значительно сократить время извлечения продукта и повысить эффективность операции формования. Однако, если температура слишком низкая, это легко может привести к ухудшению внешнего вида проду...
-
Распространенные дефекты изделий, полученных литьем под давлением, и их устранение-7
Apr 10, 2020
Линия сварки Причины: 1. Дизайн продукта нецелесообразен. 2. Скорость впрыска слишком низкая. 3. Давление впрыска слишком низкое. 4. Время впрыска слишком короткое. 5. Температура поверхности формы слишком низкая. 6. Недостаточная вытяжка. 7. Расположение ворот нецелесообразно. 8. Температура расплава слишком низкая. Решения: 1. Увеличьте температуру материала. 2. Улучшить скорость впрыска. 3. Уве...
-
Распространенные дефекты изделий, полученных литьем под давлением, и их устранение-8
Apr 26, 2020
Сотовая причина: 1. Слишком низкое давление удержания. 2. Время выдержки слишком короткое. 3. Скорость впрыска слишком высокая. 5. Противодавление слишком низкое. 6. Температура формы слишком низкая. 7. Продукт слишком густой. 8. Температура расплава слишком высокая. Решение: 1. Увеличить противодавление расплава. 2. Уменьшите обратный трос. 3. Увеличьте давление удержания. 4. Увеличьте время выде...
-
Обсуждение дефектов деталей из пластика
Apr 30, 2020
Сегодня мы рассмотрим дефекты инъекций при ожогах. 1. Плохая вентиляция, остаточный газ в полости создает высокую температуру из-за адиабатического сжатия. 2. Поверхность полости недостаточно гладкая, чтобы легко прилипнуть к небольшому количеству пластика, который легко обжигается под воздействием высокой температуры, а затем смешивается с расплавом. 3. Температура расплава слишком высокая. 4. Да...
-
Распространенные дефекты изделий, полученных литьем под давлением, и их устранение-9
May 11, 2020
Изделия литья под давлением Смешивание цветов причина: 1. При замене формы цилиндр и шнек не очищаются полностью. 2. Температура ствола установлена слишком низкой или слишком высокой. 3. Слишком низкое обратное давление расплава. 4. Скорость вращения шнека слишком низкая. Решение: 1. Обязательно очистите шнек и цилиндр. 2. Увеличьте или уменьшите скорость вращения шнека. 3. Увеличьте или уменьшите...
-
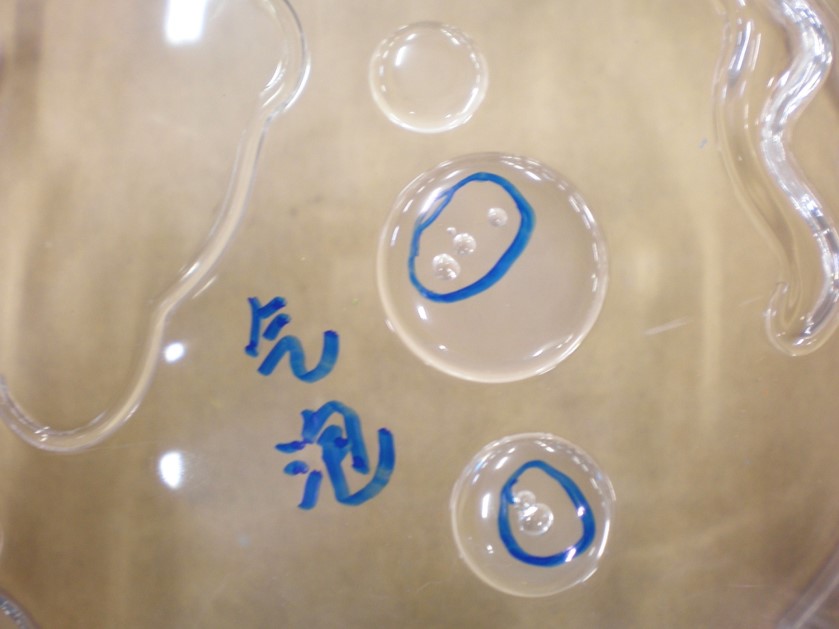
Меры предосторожности при работе с прозрачными изделиями во время литья под давлением
May 15, 2020
Прозрачные пластиковые детали имеют строгие требования к качеству поверхности пластиковых изделий из-за высокой светопропускаемости, и они не должны иметь никаких отметин, пор или побелений. Помутнения, черных пятен, изменения цвета, плохого блеска и других дефектов, поэтому весь процесс литья под давлением имеет строгие или даже особые требования к конструкции сырья, оборудования, форм и даже изд...
1
...
9
10
11
12
13
14
15
16
В общей сложности 16 страницы

















