Пластик: (1) Смешивание новых материалов и переработанных материалов должно быть последовательным. (2) Условия сушки должны быть постоянными, а частицы — однородными. (3) При выборе материалов в полной мере учитывается влияние скорости усадки на точность размеров. 4. Обработка: (1) Если температура обработки пластика слишком низкая, ее следует увеличить, поскольку чем выше температура, тем меньше ...
PC - аморфный конструкционный материал с исключительной ударной прочностью, термостойкостью, блеском, бактерицидными, огнестойкими свойствами и устойчивостью к пятнам. Ударная вязкость по Изоду у PC очень высокая, а скорость усадки очень низкая, обычно от 0,1 до 0,5%. PC обладает хорошими механическими свойствами, но его характеристики текучести плохие, поэтому процесс литья под давлением этого ма...
Жесткие пластиковые детали, такие как PS, образуют плотную гофру на поверхности около литника, центрированную на литнике, иногда называемую ударным рисунком. Причина в том, что когда вязкость расплава слишком велика и форма заполняется в застойной форме, материал переднего конца быстро конденсируется и сжимается, как только он соприкасается с поверхностью полости, а последующий расплав расширяет с...
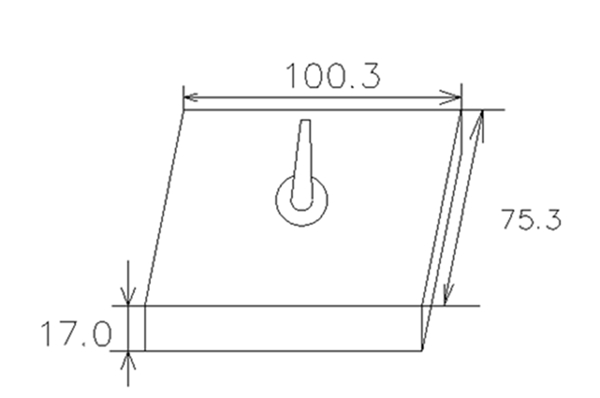
1. Основная информация: Корпус из ПММА, усадка 2. Описание: Используя литьевую машину с усилием смыкания 70 тонн (диаметр шнека 32 мм, максимальный объем впрыска 115 г: GP-PS), проверяется, может ли быть отформована формованная деталь весом 179,6 г и толщиной 17 мм. сделать. Основные проблемы следующие: (1) Объем впрыска недостаточен. Чтобы решить эту проблему, мы пытаемся решить ее с помощью лить...
Некоторые пластиковые детали быстро разбухают или вздуваются на обратной стороне металлической вставки или в особенно толстой части после распалубки формы. Это происходит из-за того, что не полностью остывший и не затвердевший пластик расширяется из-за действия внутреннего давления. решение: 1. Эффективное охлаждение. Снизить температуру формы, увеличить время открытия формы, снизить температуру с...
Конечной целью хорошо контролируемой процедуры обработки литьевой формы является производство высококачественных литьевых деталей. Чтобы достичь этой цели, на что следует обратить внимание? 1. Не допускаются дефекты поверхности изделия: недоливы, подпалины, следы от выталкивателя, белые линии, заусенцы, пузыри, линии отрыва (трещины/разрывы), складки и т. д. 2. Сварочные линии: как правило, для кр...
Следы от выталкивателя причина: 1. Напёрсток слишком быстрый. 2. Время охлаждения слишком велико или слишком мало. 3. Слишком поздно срабатывает переключатель удержания давления. 4. Давление слишком высокое. 5. Время удержания давления слишком велико. 6. Проекта недостаточно. 7. Конструкция наперстка нецелесообразна или слишком мала. 8. Направление извлечения из формы грубое, а степень полировки н...
Все в индустрии пресс-форм знают, что пресс-формы для литья под давлением из ПК будут сталкиваться с некоторыми проблемами качества в одном или другом процессе литья под давлением. Почему один и тот же набор пресс-форм оказывает разное воздействие на продукты с разными материалами? Это связано с разницей в производительности пресс-формы для литья под давлением ПК и пластикового материала, использу...