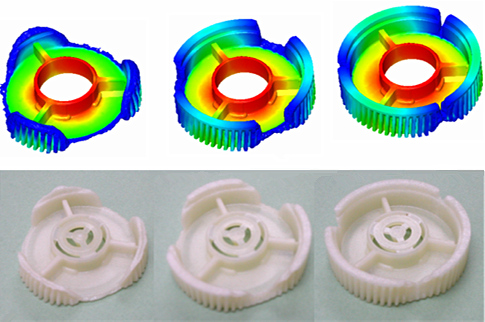
Как уже упоминалось, когда расплав охлаждается, не заполняя полость формы, или расплав не заполняет ее полностью после попадания в полость, это называется литьем под давлением с короткими порциями.
Мы анализируем причины недостаточного впрыска. Итак, сегодня давайте обсудим, как улучшить недостаточный впрыск.
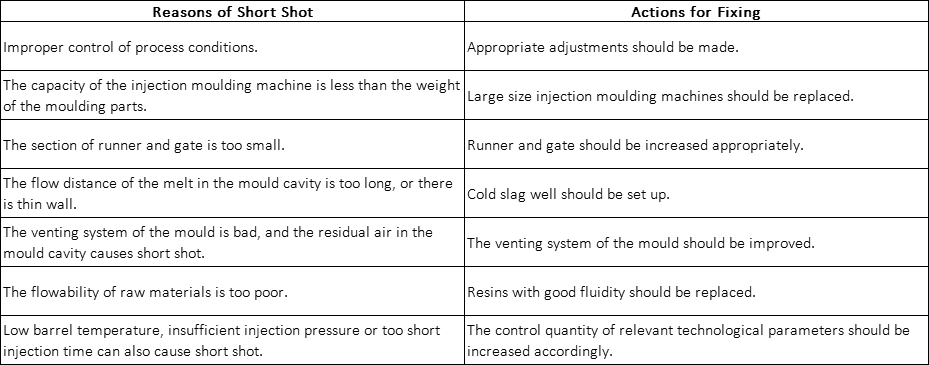
Ниже перечислены контрольные точки для ближнего выстрела:
1) Неправильный контроль условий процесса.
2) Мощность литьевой машины меньше веса формуемых деталей.
3) Сечение литника и затвора слишком мало.
4) Расстояние течения расплава в полости формы слишком велико или имеется тонкостенная часть.
5) Система вентиляции формы неисправна, и остаточный воздух в полости формы приводит к недоливу.
6) Текучесть сырья слишком плохая.
7) Низкая температура ствола, недостаточное давление впрыска или слишком короткое время впрыска также могут стать причиной недозаряда.
Действия по исправлению короткого удара соответственно: