1. Анализ продукта:
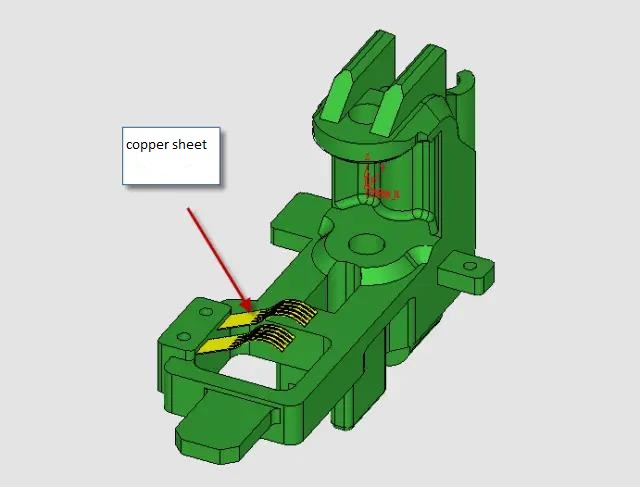
Этот случай предназначен для кронштейна на датчик автомобиля. Требования к точности очень высокие, материал - ПОМ, изделие очень маленькое, самый длинный размер - 38 мм, а металлическая вставка (медный лист) должна быть вставлена, когда литье под давлением , а величина деформации очень мала, см. рисунок ниже.
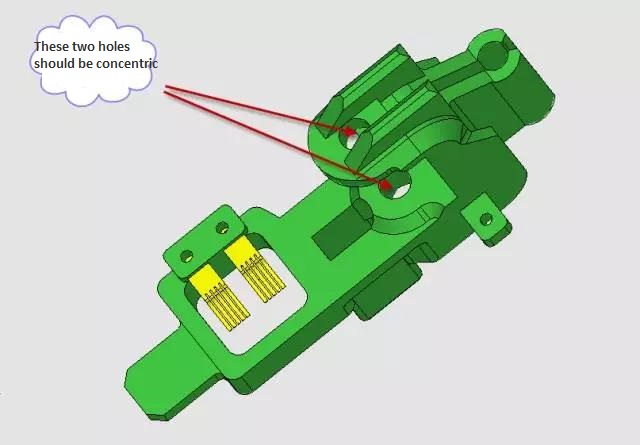
Верхние и нижние два отверстия этого продукта не имеют концентричности менее 0,02 мм, поскольку изделия из ПОМ склонны к деформации, поэтому для минимизации внутреннего напряжения изделий необходимо полностью учесть местоположение пластической точки, выбранной при проектировании пресс-формы, а верхние и нижние два отверстия необходимо окончательно оформить после обработка пресс-форм , как показано на рисунке ниже.
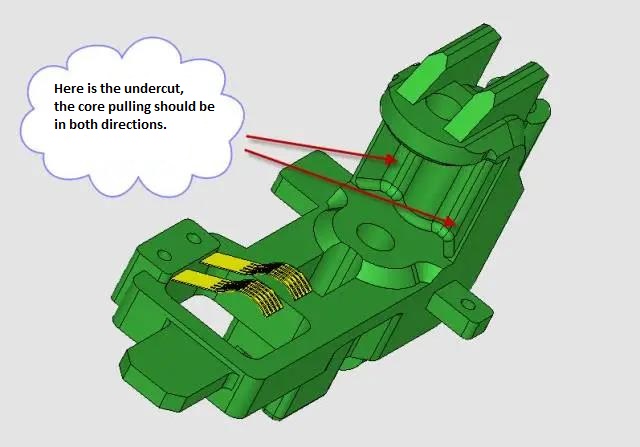
В среднем зазоре верхнее и нижнее два отверстия поменяны местами, и вытягивать сердечник из формы в двух направлениях можно, что вносит некоторые трудности в конструкцию ползуна, см. рисунок ниже.
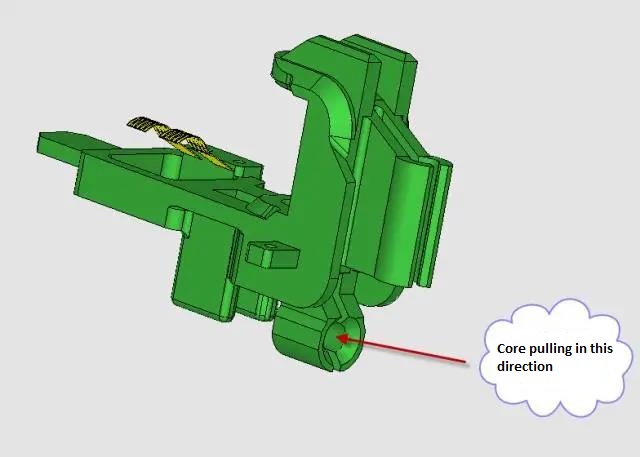
В этом направлении также следует вытягивать сердечник, как показано на рисунке ниже.
В литье под давлением для установки вставки в подвижную форму, вставка представляет собой очень эластичный медный лист, см. рисунок ниже.
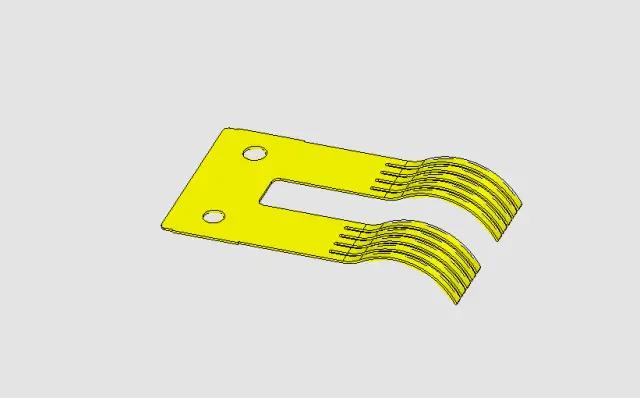
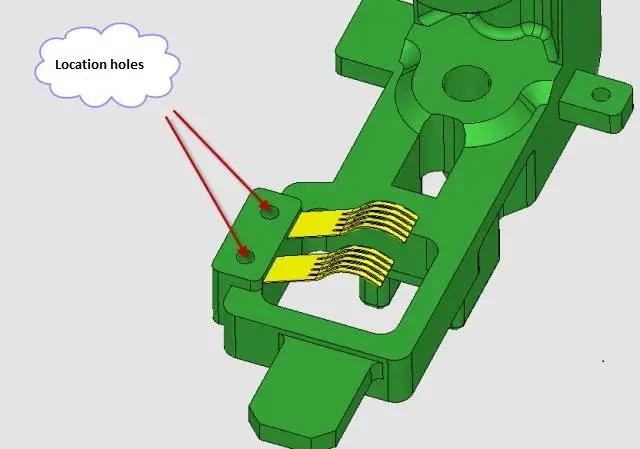
Для того чтобы предотвратить прогиб медного листа под воздействием пластика во время литья под давлением, на медном листе делают два небольших отверстия, а в них вставляют соответствующий сердечник. форма чтобы найти его, как показано на рисунке ниже.
2. Конструкция ворот:
После анализа, чтобы снизить напряжение изделия и максимально уменьшить деформацию, наилучшее положение точки входа пластикового материала находится здесь, как показано на рисунке ниже.
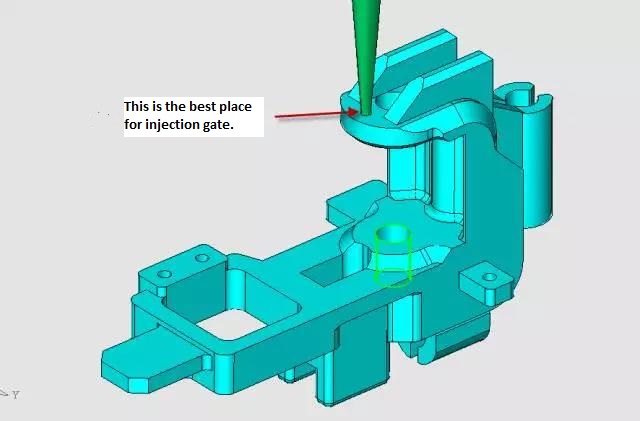
Мы приняли форму точечных ворот, как показано на рисунке ниже.
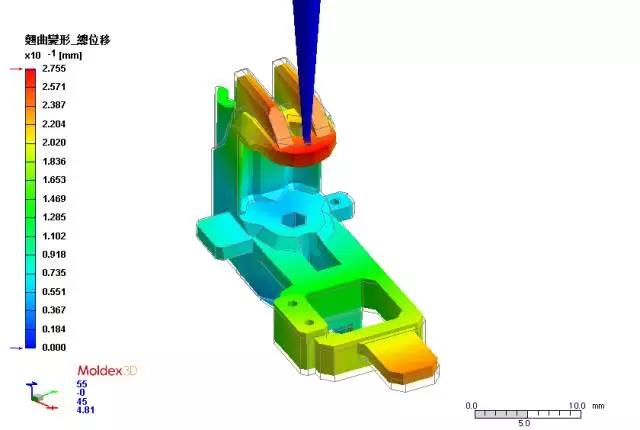
The поток плесени Анализ был предоставлен Moldex 3D, как показано на рисунке ниже.
Из-за тесного расположения пространства, спроектированный нами затвор мешал фиксированной вставке матрицы, с чем было очень трудно справиться. Поэтому мы отменили фиксированную вставку матрицы и использовали сплошной блок для формирования сердечника перфорации фиксированной матрицы, как показано на рисунке ниже.
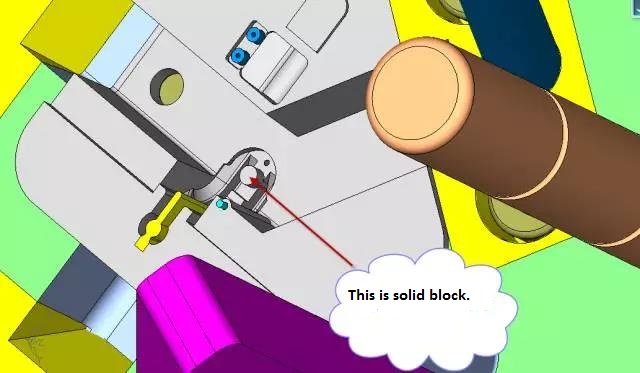
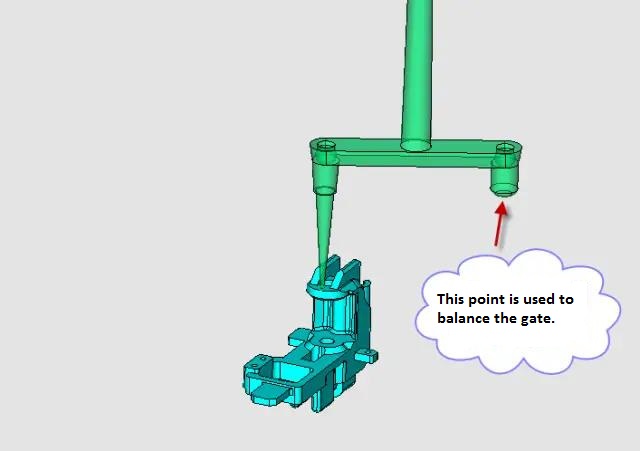
Это обеспечивает разумное положение тяговой штанги ворот, как показано на рисунке ниже.
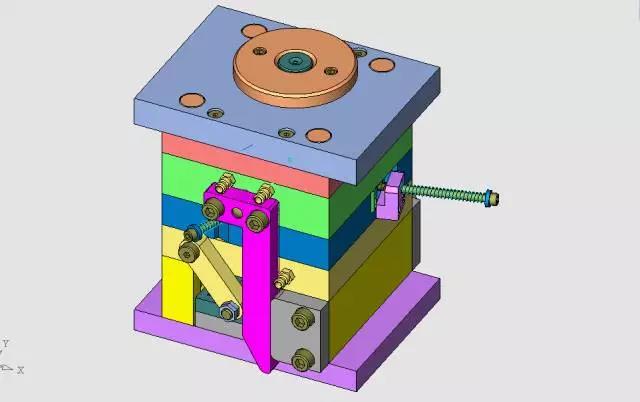
Общая структура пресс-формы представляет собой упрощенную конструкцию с небольшим соплом, а также первое устройство сброса, как показано на рисунке ниже.
3. Линия разъема:
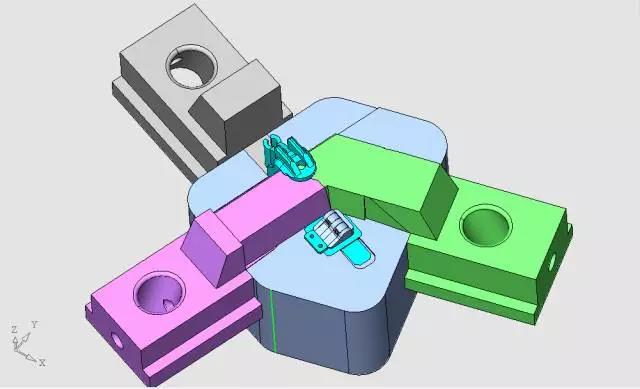
Вставка сердечника и три ползуна расположены таким образом, как показано на рисунке ниже.
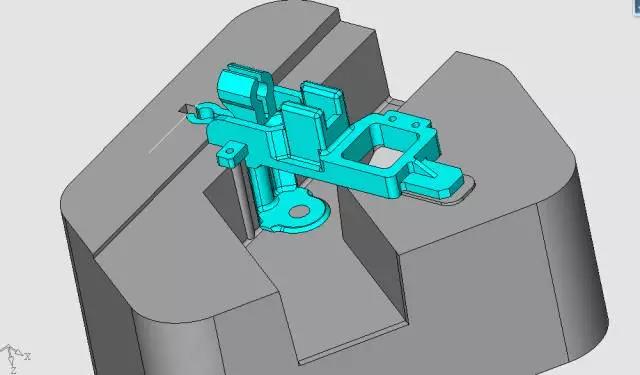
Это обратная сторона скрытого сердечника, как показано на рисунке ниже.
Вставка полости сконструирована следующим образом, см. рисунок ниже.
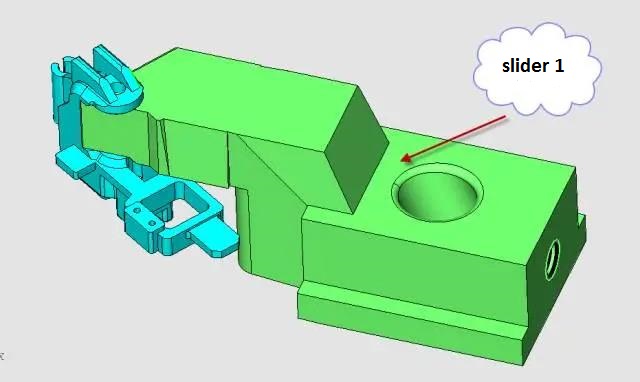
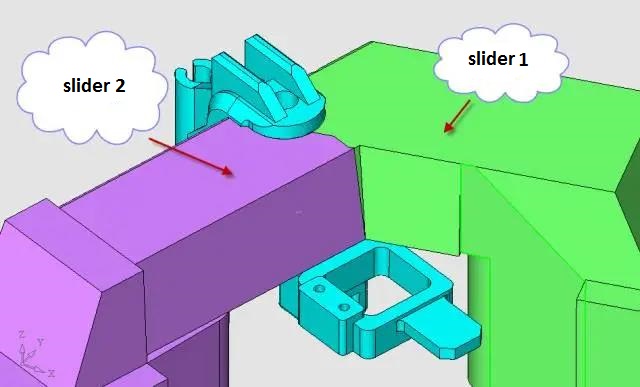
4.Конструкция слайдера:
Эта форма выглядит несложной, но конструкция слайдера немного сложна, чтобы учесть все аспекты взаимосвязи. Начните с слайдера 1, как показано на рисунке ниже.
Взаимосвязь между ползунком 1 и ползунком 2 показана на рисунке ниже.
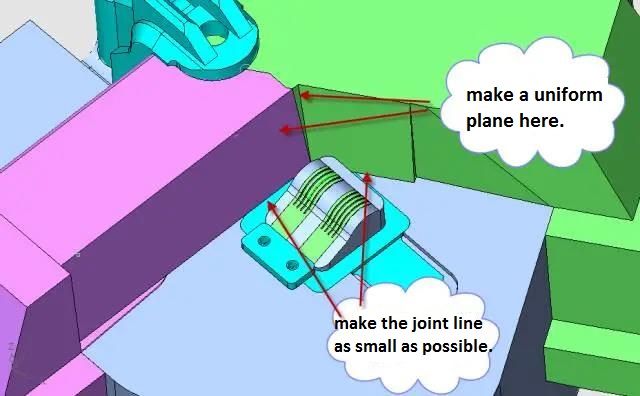
Поскольку ползунок 1 и ползунок 2 и их общая граница являются уплотнительной поверхностью, поэтому здесь необходимо обработать их в единую плоскость, и должен быть угол наклона, в фиксированной форме вставки и проникновения. И сопрягаемая поверхность должна быть сделана очень точной, так что линия стыка на поверхности изделия должна быть как можно меньше, как показано на рисунке ниже.
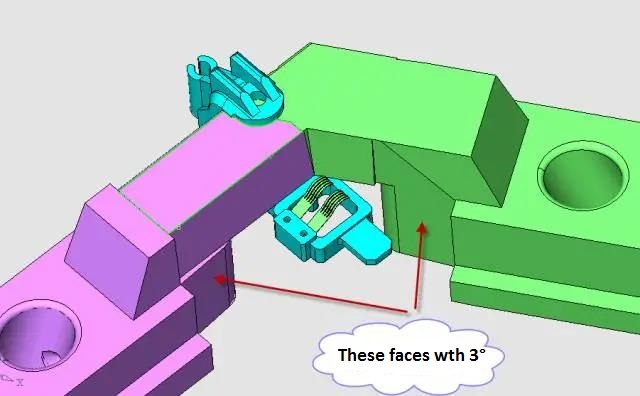
Все сопрягаемые поверхности, в которых ползуны вставляются в сердечник формы, должны быть выполнены с уклоном в направлении движения, чтобы избежать царапин, вызванных трением между ползунами и сердечником формы, как показано на рисунке ниже.
Конструкцию слайдера 3 см. на рисунке ниже.
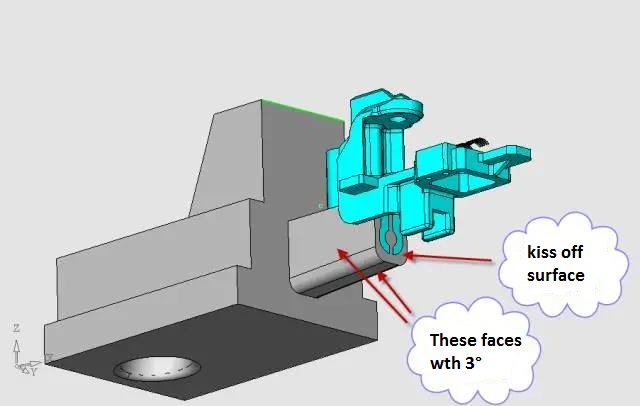
Торцевая поверхность ползуна 3 соприкасается с движущимся сердечником формы, образуя положение уплотнения. Сопрягаемая поверхность сердечника формы наклонена на 3° в направлении движения, чтобы гарантировать, что ползун не будет иметь царапин из-за трения при длительной работе.
5. Конструкция неподвижной стороны формы (стороны полости):
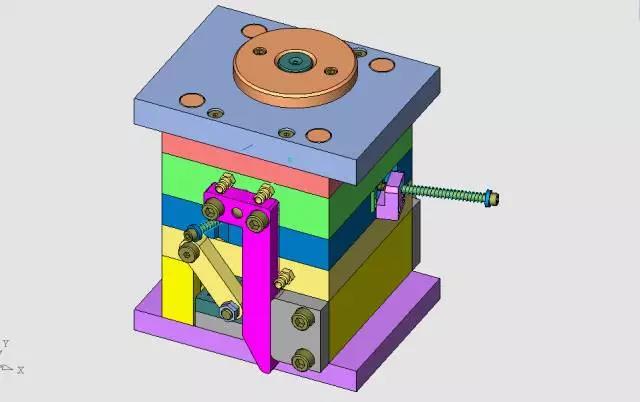
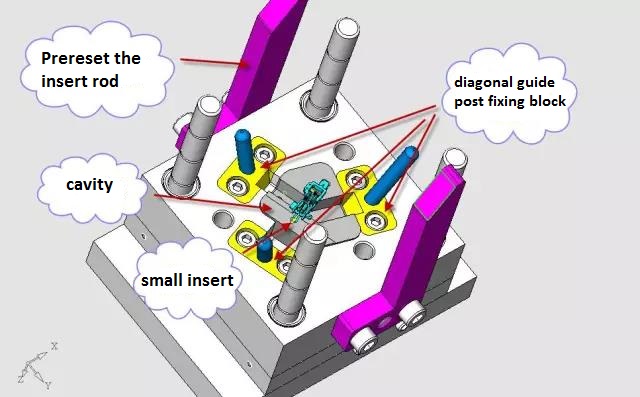
Источником энергии скользящего блока является то, что скользящий блок удаляется силой литьевой машины, открывающей форму тремя наклонными направляющими колоннами, а наклонная направляющая колонна фиксируется на неподвижном шаблоне с помощью фиксирующего блока наклонной направляющей колонны. Неподвижная сторона матрицы снабжена вставным стержнем, который сначала сбрасывает структуру, как показано на рисунке ниже.
6. Конструкция подвижной стороны формы (стороны сердечника):
Конструкция пресс-формы очень компактна и использует стандартную упрощенную раму пресс-формы малого размера 1515, см. рисунок ниже.
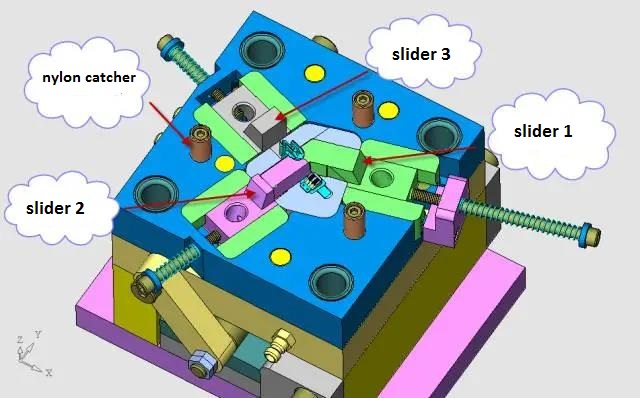
Это происходит после открытия формы и перед выталкиванием, как показано на рисунке ниже.
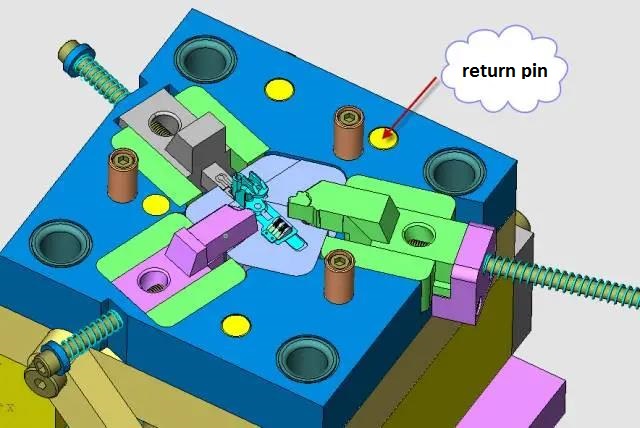
Сила, необходимая для вытягивания ворот, зависит от трех нейлоновых гвоздей, показанных на рисунке выше. Для того чтобы сбалансировать силу сброса, положение стержня сброса также тщательно спроектировано.
7. Конструкция механизма выброса
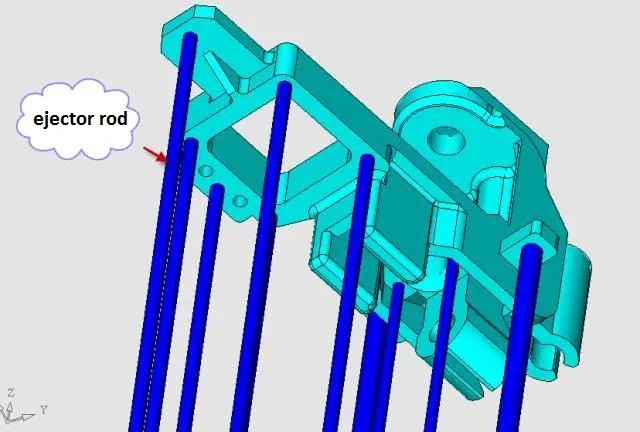
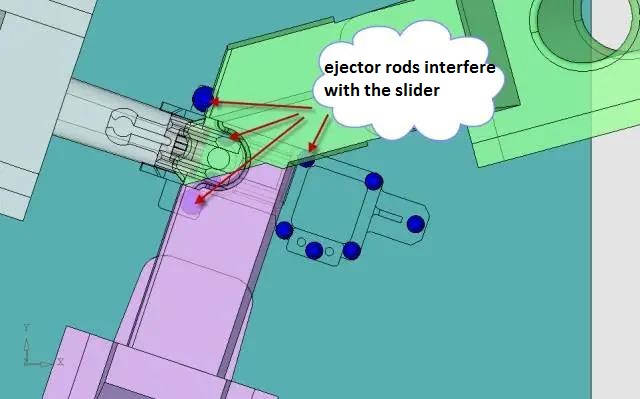
Чтобы уменьшить внутреннее напряжение продукта и свести деформацию к минимуму, мы использовали больше толкающих стержней, так что верхняя сила каждой части продукта была относительно сбалансирована. Всего было использовано 10 штифтов, что является редкостью для такого небольшого продукта, как показано на рисунке ниже.
Поскольку пять стержней выталкивателя мешают ползунку, сначала необходимо установить конструкцию сброса, как показано на рисунке ниже.
8. Первая конструкция механизма сброса
Позвольте мне теперь представить один из наиболее распространенных механизмов предварительного сброса, показанный на рисунке ниже.
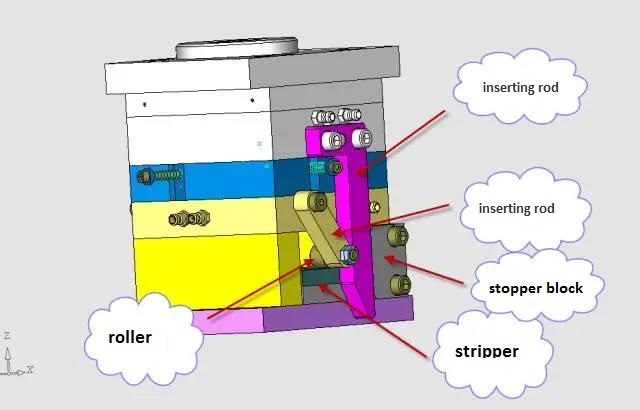
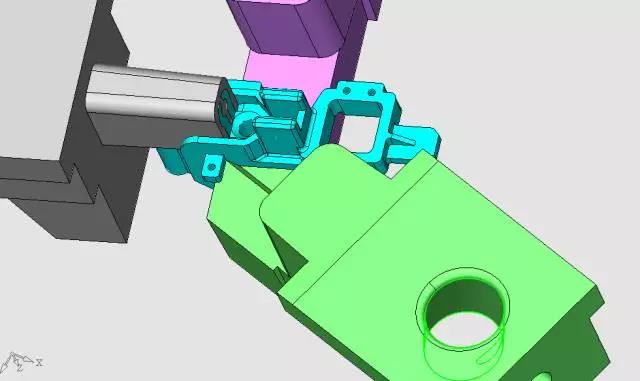
Механизм предварительного сброса, состоящий из четырех больших частей, а именно вставного стержня, маятникового стержня, ролика и блока. При открытии формы наклонная направляющая стойка удалит весь ползун, как показано на рисунке ниже.
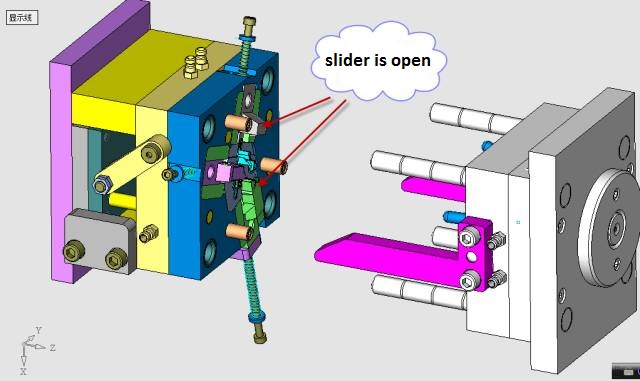
Поскольку вставной стержень вытащен, у качающегося стержня есть место для вращения. Когда верхняя колонна литьевой машины толкает толкающую пластину, качающийся стержень вращается вдоль вала штифта (здесь на 15 градусов) из-за действия ролика, как показано на рисунке ниже.
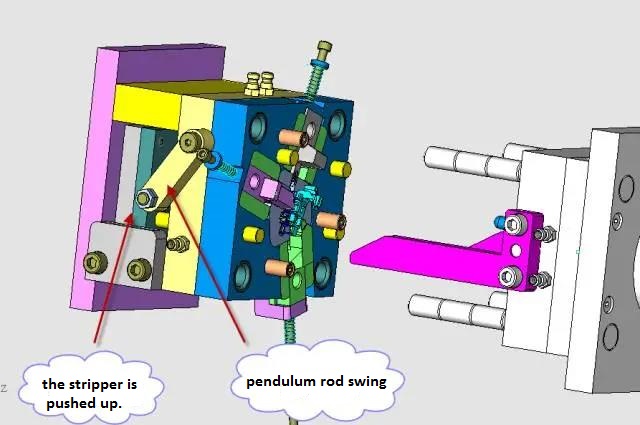
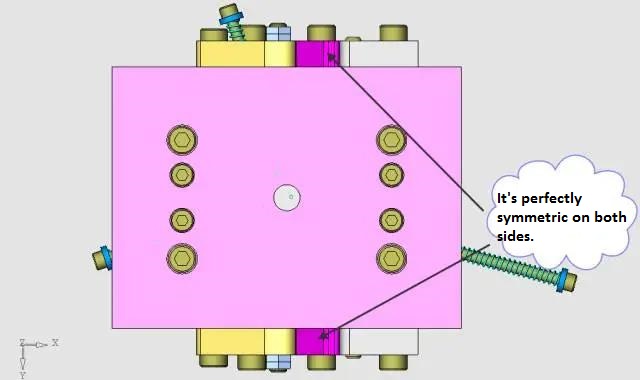
Механизм предварительного сброса полностью симметричен с обеих сторон формы, как показано на рисунке ниже.
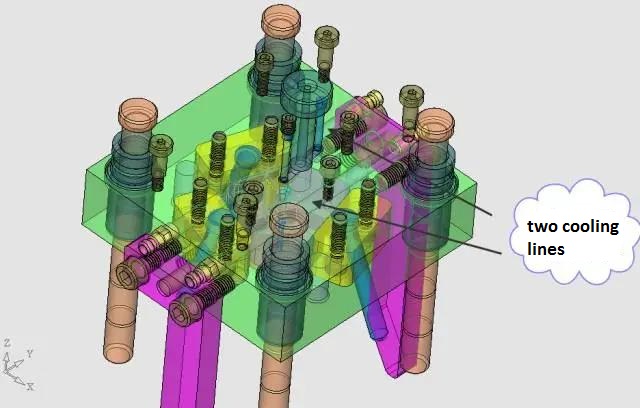
9. Проектирование линий охлаждения
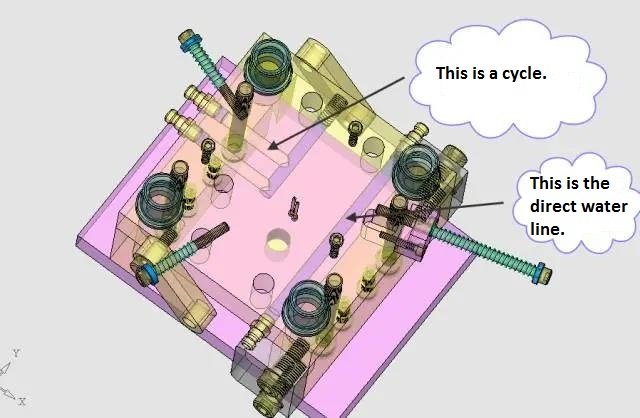
Поскольку продукт относительно небольшой, а зазор для впрыска для установки вставок (медь), поэтому цикл впрыска относительно длинный, поэтому линия охлаждения формы не имеет высоких требований, мы приняли максимально упрощенную конструкцию, поскольку ядро формы относительно небольшое, вода поступает непосредственно из шаблона. Неподвижная форма имеет два прямых водных пути, как показано на рис. ниже.
То же самое справедливо и для движущейся стороны, как показано на рисунке ниже.
Ключевым моментом конструкции данной пресс-формы является компоновка границы ползуна 1 и ползуна 2 и выбор положения точки впрыска.
Что вы думаете об этой конструкции точной формы для кронштейна автомобильного датчика? Добро пожаловать, чтобы прокомментировать вместе.

















