-
Сколько видов нейлона? В чем разница между нейлоном и модифицированным нейлоном?
Apr 17, 2020
Нейлон является самым важным типом в конструкционном пластиковом материале, он имеет очень сильную жизнеспособность и долгую историю. Сегодня мы поговорим о нейлоне и модифицированном нейлоне. Как мы знаем, PA66 и PA6 являются двумя наиболее распространенными материалами нейлона. Но кроме PA66 и PA6, нейлон имеет много других типов, таких как PA610, PA11, PA1010, PA1313, PA1414, PA612, PA9T, PA6T,...
-
-
Распространенные дефекты изделий, полученных литьем под давлением, и их устранение-8
Apr 26, 2020
Сотовая причина: 1. Слишком низкое давление удержания. 2. Время выдержки слишком короткое. 3. Скорость впрыска слишком высокая. 5. Противодавление слишком низкое. 6. Температура формы слишком низкая. 7. Продукт слишком густой. 8. Температура расплава слишком высокая. Решение: 1. Увеличить противодавление расплава. 2. Уменьшите обратный трос. 3. Увеличьте давление удержания. 4. Увеличьте время выде...
-
Обсуждение дефектов деталей из пластика
Apr 30, 2020
Сегодня мы рассмотрим дефекты инъекций при ожогах. 1. Плохая вентиляция, остаточный газ в полости создает высокую температуру из-за адиабатического сжатия. 2. Поверхность полости недостаточно гладкая, чтобы легко прилипнуть к небольшому количеству пластика, который легко обжигается под воздействием высокой температуры, а затем смешивается с расплавом. 3. Температура расплава слишком высокая. 4. Да...
-
Распространенные дефекты изделий, полученных литьем под давлением, и их устранение-9
May 11, 2020
Изделия литья под давлением Смешивание цветов причина: 1. При замене формы цилиндр и шнек не очищаются полностью. 2. Температура ствола установлена слишком низкой или слишком высокой. 3. Слишком низкое обратное давление расплава. 4. Скорость вращения шнека слишком низкая. Решение: 1. Обязательно очистите шнек и цилиндр. 2. Увеличьте или уменьшите скорость вращения шнека. 3. Увеличьте или уменьшите...
-
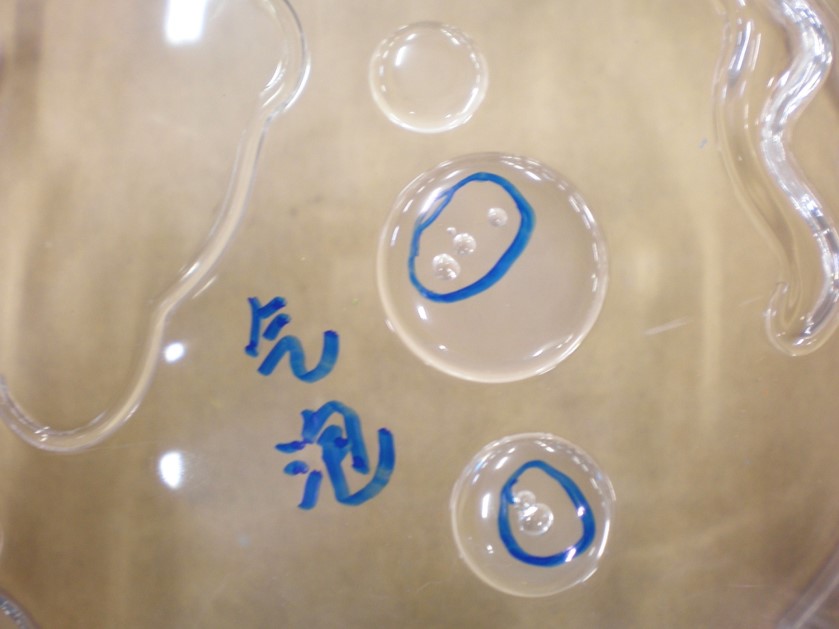
Меры предосторожности при работе с прозрачными изделиями во время литья под давлением
May 15, 2020
Прозрачные пластиковые детали имеют строгие требования к качеству поверхности пластиковых изделий из-за высокой светопропускаемости, и они не должны иметь никаких отметин, пор или побелений. Помутнения, черных пятен, изменения цвета, плохого блеска и других дефектов, поэтому весь процесс литья под давлением имеет строгие или даже особые требования к конструкции сырья, оборудования, форм и даже изд...
-
Распространенные дефекты изделий, полученных литьем под давлением, и их устранение-10
May 15, 2020
Деформация продукта причина: 1. Дизайн продукта нецелесообразен. 2. Продукт слишком густой. 3. Неравномерное охлаждение. 4. Давление впрыска слишком высокое. 5. Проектирование входящей воды нецелесообразно, разные направления потока сжимаются по-разному. 6. Слишком много поднутрений. 7. Напёрстка недостаточно. 8. Полость формы слишком горячая. 9. Обратное заполнение материала. 10. Необоснованный в...
-
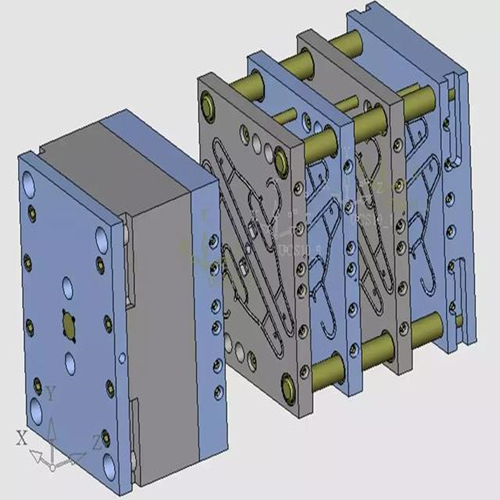
Состав литьевой формы
May 22, 2020
Пластиковая литьевая форма состоит из нескольких стальных пластин с различными компонентами. В основном она делится на следующие части: Формовочный блок (полость, сердечник) B Фиксирующее устройство (направляющий штифт, направляющая втулка) C Фиксированное устройство (верхняя зажимная пластина, зажимной паз) D Система охлаждения (водопровод, водяная трубка) E Система постоянной температуры (нагрев...
1
...
14
15
16
17
18
...
22
В общей сложности 22 страницы

















